اینسرت
اینسرت
اینسرت مثبت و منفی
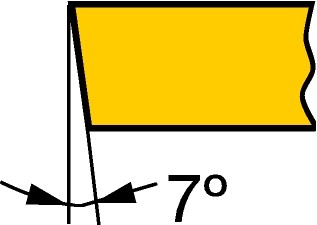
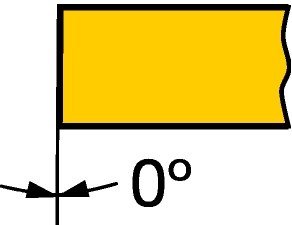
- اینسرت منفی دارای زاویه ۹۰ درجه (زاویه خلاصی ۰ درجه) است و اینسرت مثبت دارای زاویه کمتر از ۹۰ درجه (برای مثال زاویه خلاصی ۷ درجه) می باشد.
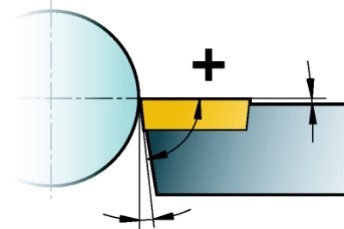
- شکل زیر یک اینسرت با زاویه منفی را نشان می دهد که اینسرت به چه صورت در هولدر قرار می گیرد.
- بعضی از مشخصات این دو نوع اینسرت در زیر نوشته شده است:
مثبت
- یک جهته
- نیروی برشی پایین
- زاویه خلاصی جانبی
- انتخاب اول برای داخل تراشی و بیرون تراشی قطعات باریک
منفی 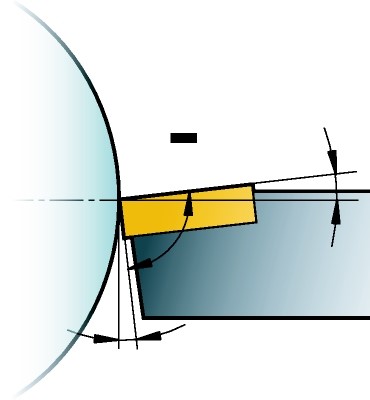
- یک جهته یا دو جهته
- لبه برشی مستحکم
- زاویه خلاصی صفر
- گزینه اول برای بیرون در تراشی
- شرایط برشی مستحکم
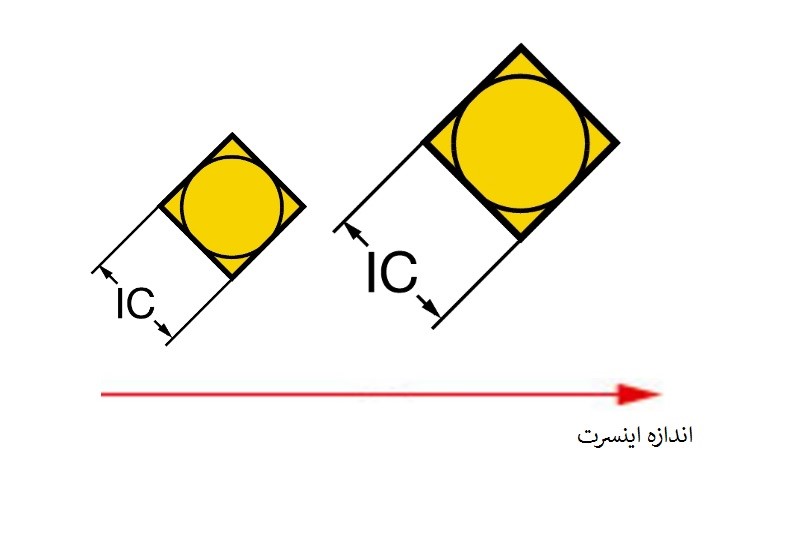
سایز اینسرت
- بسته به نوع کاربرد، سایز اینسرت نیز باید متناسب با آن انتخاب شود. هنگام ماشین کاری فینیش، سایز اینسرت می تواند کوچک انتخاب شود.
- هرچه اندازه اینسرت کوچک تر انتخاب شود، استحکام آن بهتر است؛ برای مثال برای ماشین کاری های سنگین، سایز اینسرت معمولا باید بالای iC 25mm باشد.
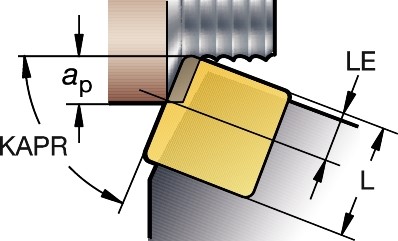
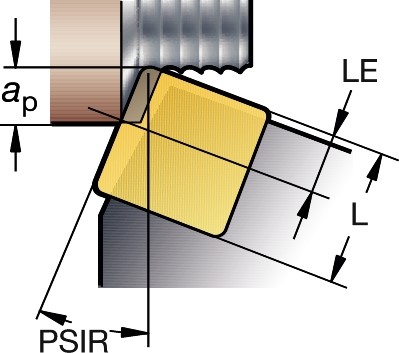
چگونگی انتخاب سایز مناسب اینسرت
- بزرگترین عمق برش را مشخص کنید ((ap
- طول برش مناسب (LE) را مشخص کنید درصورتی که زاویه ورود نگهدارنده ابزار و عمق برش(ap) تحت کنترل باشد.
- بر اساس LE و apمورد نظر، طول برش مناسب (L) و iC برای اینسرت می تواند انتخاب شود. این انتخاب در قسمت Choice of application توضیح داده شده است.
فرم اینسرت
فرم اینسرت باید نسبت به زاویه ورود اینسرت و نوع ابزار انتخاب شود. هرچه زاویه نوک اینسرت بزرگتر باشد استحکام و قابلیت اطمینان اینسرت بیشتر می باشد. اگرچه این موضوع باید در مقابل تغییرات برشی که باید انجام شود متعادل شود.
زاویه نوک اینسرت هر چه بزرگتر باشد قوی تر است، اما به دستگاه با قدرت بیشتری نیاز دارد و تمایل بیشتری به ارتعاش نیز دارد.
زاویه نوک کوچک ضعیفتر می باشد و درگیری کمتری در هنگام برش دارد که باعث می شود اینسرت نسبت به تغییرات گرمایی حساس تر باشد.
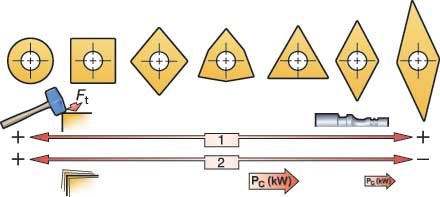
زاویه نوک بزرگ:
- لبه برشی قوی تر
- پیشروی بیشتر
- نیروهای برشی بزرگتر
- ارتعاش بیشتر
زاویه نوک کوچک:
- لبه برشی ضعیفتر
- قابلیت دسترسی ساده تر
- نیروهای برشی کمتر
- ارتعاش کمتر
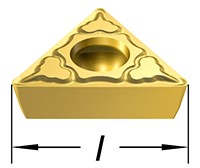
ملاحظات مربوط به اینسرت
بسیار مهم است که اندازه اینسرت (I)، فرم اینسرت (زاویه نوک اینسرت)، هندسه و شعاع نوک اینسرت (RE) با دقت انتخاب شود تا کنترل براده و کیفیت ماشینکاری به بهترین نحو صورت گیرد.
- انتخاب بزرگترین زاویه نوک اینسرت برای دوام و اقتصادی بودن
- انتخاب بزرگترین شعاع اینسرت ممکن برای استحکام اینسرت
- انتخاب شعاع اینسرت کوچک در صورتی که تمایل به ارتعاش در قطعه کار موجود می باشد.
- انتخاب هندسه اینسرت بر طبق نوع ماشینکاری مثلا خشن کاری یا پرداخت
- انتخاب سایز اینسرت بسته به عمق برش
برای اطلاعات بیشتر، قسمت انتخاب کاربردها را ببینید.


یک دیدگاه بنویسید