
تف جوشی
تف جوشی
تفجوشی[تلفظ: ت َ / ت َف ف] یا سینتر (به انگلیسی: Sintering) یکی از روشهای شکلدهی مواد فلزی و سرامیکی است. تفجوشی، چسباندن یا چسبیدن ذرات یک یا چند ماده به یکدیگر از طریق ذوب سطحی براثر حرارت، همراه با فشار یا بدون آن، بهطوریکه به صورت یک توده جامد (solid mass) درآیند. اساس کار این روش کاهش انرژی آزاد سطحی ذرات در اثر چسبیدن به یکدیگر است. در این روش ابتدا ماده اولیه، که به صورت پودر است، را پرس کرده و در کوره میگذارند و در نتیجه قطعه حجیم با استحکام مناسب از ذرات پودر بدست میآید. در حین تولید قطعه چگال با قرار دادن نمونه خام در دمای بالا مکانیزم ها و مراحل مختلفی رخ می دهد.
مراحل تف جوشی(زینترینگ)
۱-مرحله نخست تف جوشی:
تماس نقطه ای بین دانه های پودرمنجر به رشد گلوگاههایی می شود که آهنگ گسترش آنها بستگی به مکانیزم انتقال جرم داشته ، و هر چه سرعت رسیدن ماده از مجاری و مسیرها ی مختلف به منطقه تماس تندتر باشد تف جوشی نیز آهنگ بالاتری خواهد داشت .
در مرحله اول در یک محیط احیا کننده (محیطی که تا حدودی بازی است و مانعی برای اکسیداسیون مواد قطعه ی خام) قطعه ی خام حرارت می بیند تا چسب ویا مواد روان ساز از آن تبخیر گردند,در این مرحله ماده ی حاصل متخلخل می شود که خود همین مسئله در ساخت صافی ها و فیلتر ها چاره ساز است (به دلیل خلل و فرج ناشی از تبخیر چسب).
با تغییر اندازه دانه ها می توان مکانیزم غالب فرایند را نیز تغییر داد ، معمولا تف جوشی دانه های ریز تر بامکانیزم نفوذ سطحی انجام می شود و آهنگ میانگین تف جوشی نیز تندتر می باشد
بطور کلی ، رشد گلوگاه دانه های پودر ریزتر از آهنگ تند تری برخوردار بوده و با انتخاب زمان تف جوشی کوتاهتر و یا دماها ی کمتر می توان به نتایج مطلوب دست یافت . در مقابل دانه های درشت تر کند تر تف جوش شده و برای دستیابی به نتایج مشابه با مورد پیشین نیاز به زمان تف جوشی طولانی تر یا دمای بالاتری می باشد.
۲-مرحله دوم تف جوشی:
این مرحله از تف جوشی از نظر شکل گیری ویژگیهای قطعه از بیشترین اهمیت برخوردار بوده و مشخصه اصلی آن چگالش همراه با رشد دانه ها است . ساختار منافذ در مرحله میانی صاف شده ولی تا مرحله نهایی بصورت بهم پیوسته باقی می مانند . تغییرات ابعادی ناشی از تف جوشی در بسیاری از موارد مطلوب نبوده ، و در اینگونه موارد بمنظور کاهش میزان چگالش شکل دهی در فشار بالا انجام شده و زمان ودمای تف جوشی کاهش داده می شود . بعکس د رمورد فلزات دیرگداز تاکید بیشتر ، بر چگالش قطعه است. لذاست که مرحله دوم تف جوشی را باید از زوایای متفاوت مورد توجه قرار داد .
در مرحله ی دوم باز هم دما افزایش می یابد(گاهی تا ۹۰%نقطه ذوب مخلوط) تا مواد به خوبی به هم جوش بخورند و بعد تا مدتی دما ثابت می ماند تا موقعیت ساختاری مجموعه ثابت گردد.
در آغاز مرحله دوم جدایش منفذها از مرزدانه ها ناچیز می باشد . ولی با پیشرفت فرایند چگالش ، کمتر بودن تحرک منافذ باضافه کاهش نیروی پیوند دهنده آنها باعث جداشدنشان می گردد . جداشدن منافذ از مرز دانه ها عامل محدود کنده چگالی نهایی ناشی از تف جوشی می باشد .
برای دستیابی به چگالی های تف جوشی بالا ، لازم است دشد دانه در خلال تف جوشی محدود شود ، آهنگ این رشد بهتحرک مرزدانه ، نیروی وارد برآنو نیروهای بازدارنده بستگی دارد .
طولانی بودن زمان تف جوشی برای دستیابی به ویژگیهای مطلوب و چگالش قطعه ضروری است . از طرف دیگر دما برفرایند تف جوشی تاثیری پیچیده دارد و آهنگ نفوذ ، رشد دانه و جابجایی منافذ ، جملگی فرایندهای فعال شونده با گرما می باشند . در بسیاری از مواد این اتفاقات بستگی به مورفولوژی قطعه دارد ، بعلاوه چون ریز ساختار قطعه دائما در حال تغییر می باشد . بیشترین تاثیر دما بر آهنگ نفوذ و رشد دانه می باشد وآهنگ چگالش با افزایش ضریب نفوذ و کاهش اندازه دانه ها شدت می یابد.
۳-مرحله سوم تف جوشی:
مرحله پایانی تف جوشی فرایندی کند است که در آن منافذ کروی مجزا ازهم بامکانیزم نفوذ حجمی منقبض می گردد. منفذی که بر روی مرز دانه قرار گرفته است بوسیله نیروی قابل ملاحظه ای که از زاویه دو وجهی کوچک ناشی می شود ، به مرز دانه وصل شده است. پس از گسسته شدن پیوند بین منفذ و مرز دانه ، لازمست منفذ آزاد شده تهیجاها رابه سمت مرزدانه های اطراف هدایت نماید تا انقباض که فرایندی کند نیز هست ، ادامه یابد .
همچنین در اثر طولانی شدن دوره گرمایش ، فرایند درشت شدن منافذ باعث خواهد شد که اندازه میانگین آنها افزایش یافته ولی از تعداد آنها کاسته شود. تفاوت بین انحنا منافذ منجر به رشد منافذ بزرگتر در قبال از بین رفتن کوچکترها، که ناپایدارند ، خواهد شد.
فشردن پودر باعث کاهش میزان تخلخل آن و در عین حال افزایش تعداد نابجایی درپودرمی شود با توجه به کاهش تخلخل انقباض حاصل از تف جوشی نیز کم شده و زیادتر شدن نابجایی تند شدن آهنگ اولیه فرایند تف جوشی رابه دنبال خواهد داشت . بنابراین فشردن پودردر افزایش استحکام مکانیکی ، چگالی ، ثابت ماندن هندسه قطعه و کنترل ابعادی آن تاثیر مثبت بر جای می گذارد .
دلیل عمده استفاده از فرایند تف جوشی ، تاثیر آن بر ویژگیهای خشته پودراست و هر چه دامنه پیشروی آن بیشتر باشد ، معمولا قطعه از کیفیت های بالاتری برخودار می باشد.
از نقطه نظر تف جوشی کوچک بودن دانه های پودر یک مزیت بحساب می آید و هر چه دانه ها ریز تر باشند آهنگ فرایند تندتر خواهد شد ، البته این ریزی پرس کردن (فشردن) دانه ها رامشکل تر می کند. طولانی کردن زمان هر چند میزان تف جوشی قطعه راافزایش می دهد ولی هزینه رابالا برده و بعلاوه رشد دانه ها رابهمراه دارد.
دمای تف جوشی یکی از متغیرهای بسیار موثر بر تف جوشی است ، و هرچه افزایش یابد آهنگ فرایند نیز تند تر می شود ، لیکن هزینه های طراحی کوره و انرژی مصرفی در اثر بیشتر شدن دما فزونی می یابد.
تف جوشی مخلوط های پودری بامشکلات زیادی مواجه است و برای همگن شدن قطعه و حذف گرادیان ترکیب شیمیایی باید دما و زمان کنترل شود. تف جوشی مخلوط پودرهای ریز دانه ، بخاطر کوتاه بودن مسیر های نفوذ با سهولت بیشتری انجام می شود واگر ضریب نفوذ دو مولفه پودر با هم اختلاف زیادی داشته باشد ممکن است . در قطعه منفذ ایجاد شود . این مساله ، بخصوص درحالیکه نقطه ذوب عنصر آلیاژی پایین تر باشد ، باعث متورم شدن قطعه می گردد. مثالی از این مورد افزایش آلومینیوم به آهن است ، که ذوب ّآلومینیوم درخلال تف جوشی باعث تورم قطعه می گردد. عدم کنترل چرخه تف جوشی نیز می تواند به تشکیل فازهای مخرب از قبیل ترکیبات بین فلزی شکننده بیانجامد .
تمام فلزات ، باستثناء چند مورد ، درخلال تف جوشی نیاز به نوعی حفاظت از اکسایش دارند ، زیرا اکسید سطح پودر اتصال دانه ها از طریق نفوذ رابااشکال مواجه ساخته و از گسترش ویژگیهای مکانیکی جلوگیری می کند . اتمسفر تف جوشی همچنین می تواند به زدایش ماده روانساز وملات استفاده شده در فرایند فشردن پودر نیز کمک نماید.
با توجه به اینکه سطح دانه ها همیشه از قشر نازکی از اکسید پوشیده می باشد ، وجود اتمسفر احیاکننده نه تنها از اکسایش بیشتر آنها جلوگیری می کند بلکه هر گونه اکسید قبلی رانیز احیاء می نماید.
تف جوشی اغلب ویژگیهای مهندسی مواد را بهبود می بخشد حرکات اتمی باعث ایجاد پیوند بین ذرات شده و در نتیجه استحکام مکانیکی و دیگر ویژگیهای قطعه ارتقاء می یابد . به منظور تشدید فرایند تف جوشی می توان از فشار خارجی و یاافزودنیها ی شیمیایی بهره گیری کرد ، اینگونه عملیات می تواند چگالی قطعه را به مقدار نظری آن برساندو از همین رو مورد توجه خاص محققین قرار گرفته است .
متالورژی پودر در انبوه سازی قطعات از کارایی چشمیگیری برخوردار بوده و می توان از بهره وری ذاتی آن بنحو اتحسن استفاده کرد . از جمله مزایای انکار ناپذیر این تکنولوژی که تولید اقتصادی بسیاری از فراورده ها را میسر کرده است ، می توان به کنترل ابعادی وامکان ساخت قطعات دارای اشکال پیچیده اشاره کرد .
پودر آهن
هنگامی که ذرات پودر متراکم شده تا دماهای بیش از نصف دمای ذوب مطلق گرم شوند، به یکدیگر خواهند چسبید. این پدیده تف جوشی نامیده میشود. یکی از ویژگیهای انواع حالات تف جوشی، کاهش سطح همراه با افزایش استحکام فشاری است. این پدیده هنگام شکل گیری پیوند بین ذرهای، باعث تحریک اتمی دردمای تف جوشی میشود. حین انجام تف جوشی در فازمایع، یک فازمایع در کنار ذرات جامد قرار میگیرد. به طور معمول فاز مایع نرخ به هم پیوستن بین ذرات درحین تف جوشی را بالا میبرد. همراه باایجاد پیوند بین ذرهای تغییرات عمدهای در ساختار حفره و خواص فشاری مانند استحکام، چقرمگی، رسانایی، تراوایی مغناطیسی و مقاومت به خوردگی رخ میدهد. تف جوشی در فاز جامد برای مواد تک فازی بهترین حالت شناخته شده تف جوشی میباشد. حتی در این حالت نیز مراحل پیچیدهای وجود دارد که پودر هنگام گرم شدن این این مراحل را طی میکند.
دسته بندی تف جوشی
دردسته بندی کلی تکنیکهای تف جوشی، فشار اولین عامل مؤثر میباشد. بیشتر فرایندهای تف جوشی، بدون اعمال فشار خارجی انجام میگیرد. دربسیاری از کاربردها با عملکرد عالی، چگالی بالا توسط اعمال خارجی به دست میآید. در تکنیکهایی نظیر پرس گرم، پرس ایزواستاتیک گرم، فورج گرم و اکستروژن گرم برای چگالش نمونه متراکم از ترکیبی از دما، تنش و کرنش استفاده میشود. در بیشتر موارد تف جوشی در فاز مایع، اثر موئینگی یک نیروی داخلی بر روی ذرات جامد اعمال میکند. دراین حالت نیازی به نیروی خارجی بسیار بزرگ است.
تفاوت در تکنیک های کاربردی
تفاوت اصلی بین تکنیکهای تف جوشی بدون فشار، دراختلاف موجود بین فرایندهای تف جوشی در فاز مایع و جامد میباشد. بیشترین بررسیهای تئوری در مورد تف جوشی در فاز جامد در حالت تک فاز انجام شده است. بررسیهای فراوانی جزئیات تئوری تف جوشی درفاز جامد، چندین حالت به همراه فازهای ثانویه وجود دارد. این فرایند شامل همگن سازی نمونه متراکم شده، تف جوشی فعال شونده و تف جوشی نمونههای چند فازی درحالت جامد میباشد. تف جوشی فعال شونده، فرایندی در حالت جامد بوده و مشابه تف جوشی در فاز مایع است که درآن، فاز جامد ثانویه موجب برقراری پیوند بین ذرهای میشود. همانند فولادهای پرکربن در دماهایی که فریت وسمنتیت در کنار هم وجود دارند، تف جوشی از نوع مخلوط فازی نیز در زمینه دوفازی تعادلی اتفاق میافتد. همگن سازی درحین تف جوشی پودرهای مخلوط شده که یک محصول تک فاز را تولید میکند، اتفاق میافتد. فازمایع ممکن است گذرا یا پایدار باشد که به میزان حلالیت رد حین تف جوشی بستگی دارد. از طرفی یک پودر ازپیش آلیاژی میتواند تا دماهای لیکوئیدوس و سالیدوس گرم شود. مخلوط فازهای جامد و مایع به دست آمده، منجربه تف جوشی درحالت سوپرسالیدوس میشود. در طبقهبندی اصلی تف جوشی در فاز مایع، متغیرهای بسیاری وجود دارند که به ویژگیهای ماده وابسته هستند. برای مثال ممکن فاز جامد در فاز مایع حلالیت داشته باشد یا نداشته باشد. چنین متغیرهایی به شدت برنرخ تف جوشی و تحولات ریز ساختاری تأثیر میگذارند. عوامل اصلی دیگر به انرژیهای سطحی بین فازهای مذاب و جامد (ترشوندگی درمقابل عدم ترشوندگی) و نفوذ نسبی مذاب درامتداد مرز دانههای جامد – جامد بستگی دارد. این متغیرها علاوه بر عوامل مؤثر بر فرایند مانند اندازه ذرات، دمای تف جوش، زمان، اتمسفر و استحکام تر، دارای اثرات چشمگیری برنوع ماده شکل گرفته توسط تف جوشی در فاز مایع میباشد.
کاربردهای تف جوشی در فاز مایع
تف جوشی در فاز مایع دربسیاری از محصولات تجاری وصنعتی کاربرد دارد. درسالهای اخیر شناخت بهتری ازاین پدیده بنیادی همراه با افزایش کاربرد این روش بدست آمده است. اولین کاربرد این روش، تولید آجرهای ساختمانی ازخاک رس (سیلیکات آلومینیوم هیدرات) بودکه یک فاز شیشهای، فاز مایع را تشکیل میداد. تخمین زده می شودکه تاریخچه تولید آجرهای آتشی به هفتاد قرن پیش برمی گردد. همچنین بسیاری بسیاری ازدیگر مواد سرامیکی، توسط فرایند تف جوشی تولید فرایند تف جوشی در فاز مایع فرآوری میشدهاند. این مواد سرامیکی به واسطه حضور یک فاز شیشهای دردمای تف جوش تولید شدهاند. علاوه براین بررسی میکروسکوپی با قدرت تفکیک بالا مشخص کرده که بسیاری از سرامیکهای جدید در حین تف جوشی، درمرز دانهها دارای فاز مایع هستند. امروزه اغلب محصولات سرامیکی باحضور فاز مایع مایع درحین تف جوشی تولید میشوند؛ مثل سایندها، خازنهایفروالکتریک، آهنرباهای فریتی، مواد الکتریکی و سرامیکهای با پیوند کووالانسی دمای بالا. کاربرد تف جوشی در فاز مایع در فلزات به دوران باستان برمیگردد، که ذرات پلاتینیوم را توسط پیوندهای طلا به یک قطعه مستحکم تبدیل میکردند. تصور می شودکه طلا درحین تف جوشی ذوب میشود. مصنوعات ساخته شده به این روش نشان میدهند که قدمت استفاده ازاین روش به ۴۰۰سال قبل میرسد. توسعه فناوری مدرن تف جوشی در فاز مایع، تولید کاربیدهای سمانته را به دنبال داشته است. تلاشهای بسیاری منجر به توسعه ابزارآلات و مواد ماشینکاری در سالهای ۱۹۰۰تا۱۹۳۰ شده است. درابتدای سال ۱۹۲۰کاربیدها توسط آلیاژهای پیونده دهندهٔ فلزی تولید میشدند. به طور معمول در چنین ترکیباتی عملیات تف جوشی در فاز مایع توسط آهن، نیکل یا کبالت صورت میگرفت. فرایند تف جوشی در فاز مایع تولید کاربیدهای فشرده وبدون تخلخل را با خواص بهتر از ابزارهای برشی قبلی ممکن ساخته است. امروزه کاربیدهای سمانته یکی از قطعات اصلی مورد استفاده در صنایعی از جمله معدن کاری، ماشین کاری، شکل دهی فلزات، سنگ زنی، سوراخ کاری و برش کاری محسوب میشوند. این دامنه وسیع کاربرد کاربیدهای سمانته، به دلیل ضریب انبساط بالا و چقرمگی کافی آنها میباشد. همچنین تولید یاتاقانهای برنزی به وسیله فریند تف جوشی پودرهای قلع ومس توسعه پیدا کردهاند. یاتاقانهای برنزی بدون روغن دارای یک شبکه متخلخل به هم پیوسته میباشند که توسط فاز مایع گذرا به هنگام ذوب شدن قلع به وجود میآید. این حفرات متعاقباً توسط روغن پرمی شوند تا موجب خود روانساز قطعه درحین کارشوند. بیشترین کاربرد این یاتاقانها در تجهیزات و الکتروموتورهای باتوان پایین میباشد. توسعه آلیاژهای سنگین تنگستن دردهه ۱۹۳۰ زمینهای تئوری برای تف جوشی در فاز مایع ایجاد کرد. این آلیاژها مخلوطی از پودر نیکل، مس وتنگستن میباشند. بررسی آلیاژهای سنگین، تصویر روشنی از اهمیت تف جوشی در فاز مایع نمایان ساخت. همچنین این آلیاژها خواص منحصر به فرد کامپوزیتهای تولیدشده به روش تف جوشی در فاز مایع رانشان میدادند. کاربرد فرایندهای تف جوشی در آلیاژهای سنگین، به دلیل ویژگیهایی همچون دمای دمای ذوب، استحکام و چگالی بالا و چقرمگی، مقاومت به خوردگی و ضریب انبساط حرارتی پایین آنها میباشد. چنین خواصی در پوستههای محافظ رادیواکتیویته، وزنهها، قطعات سایشی، قطعات محافظ ماشینکاری، موشکها و ابزارهای فلزکاری مفید میباشند.
بررسی مزایا و محدودیتهای تف جوشی در فاز مایع
از نظر تکنیکی مزیت اصلی تف جوشی در فاز مایع، سرعت بالای این فراینداست. فازمایع موجب افزایش سرعت نفوذ اتمی نسبت به تف جوشی درحالت جامد میشود. اثر موئینگی ناشی از ترشوندگی فاز مایع، منجربه چگالش سریع بدون نیاز به فشار خارجی میشود. همچنین فازمایع اصطکاک بین دانهای را کاهش میدهد و به آرایش مجدد ذرات جامد کمک میکند.[۲]علاوه براین حل شدن لبهها و گوشههای تیز ذرات در فاز مایع موجب بهبود قابلیت تراکم میگردد. اندازه ذرات درحین تف جوشی در فازمایع قابل کنترل است، بنابراین تغییرات ریز ساختاری در جهت بهبود خواص، قابل دستیابی است.[۳]درنهایت دربسیاری از سیستمهای تف جوشی در فاز مایع، فازی که نقطه ذوب بالاتری دارد سختتر است. این روش با وجود مقادیر زیاد فاز سخت، اغلب در مواد کامپوزیتی دوفازی تفجوش شده، موجب دستیابی به قطعات با رفتار نرم میشود.
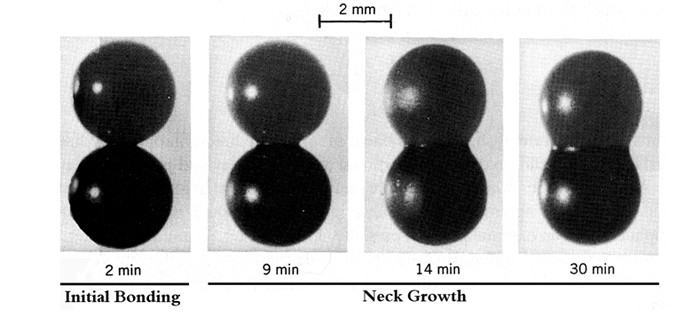
شبیه سازی مرحله اول و دوم تفجوشی به کمک دو گلوله شیشه ای در دمای ۱۰۰۰ درجه سانتیگراد

شکل ۷- تصویر میکروسکوپی یک نمونه در: (a) مراحل اولیه، (b) مراحل میانی و (c) مراحل پایانی تفجوشی
دیدگاه (1)
تف جوشی آیا نیاز به مصرف آب هم دارد؟ به چه میزان؟
یک دیدگاه بنویسید