بورینگ
بورینگ
معرفی :
یکی از متنوع ترین روشهای ماشینکاری میباشد که دربخش های بزرگ وسنگین ودرجاهایی که تراشکاری, فرزکاری ومته کاری امکان پذیر نمیباشد مورد استفاده قرارمیگیرد.مثل(قاب موتور وسایر محفظه های ماشینی)
عملیات بورینگ
عملیات بورینگ را باید روی قطعاتی که دارای یک سوراخ اولیه باشند اجرا نمود. این سوراخ می تواند توسط مته ایجاد شده یا از طریق ریخته گری، فورج یا اکسترود به وجود آمده باشد. این روش عمدتاً برای مواردی استفاده می شود که تلرانسهای ابعادی بسته و کیفیت سطح خوب مورد نیاز باشد.
با این روش می توان عملیات صیقل کاری وفرزکاری را,آن هم به طور دقیق روی قطعات انجام داد.
همچنین میتوان با این روش عملیاتی چون تراشکاری,سنگ زنی (سنباده زنی)وچرخ دنده تراشی را هم روی قطعات انجام داد.
مدل های مختلف بورینگ
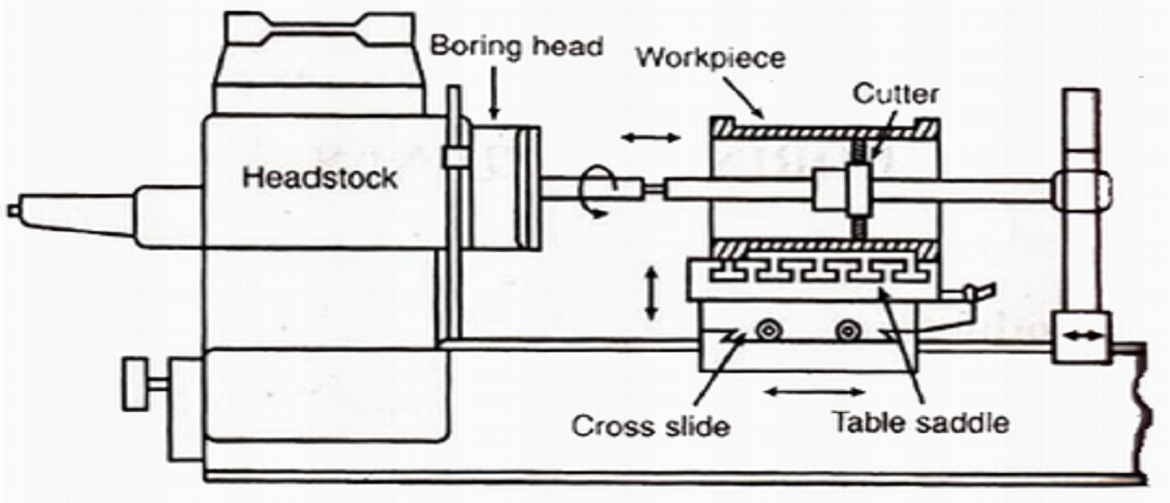
۱- ماشین بورینگ افقی (horizontal)
– قطعه کار روی دستگاه ثابت می باشد وابزار بدورود آن میچرخد.
– با استفاده از این ماشین می توان خیلی از کارها مثل برقوکاری- تراشکاری-پیچ زنی –صیغل کاری وشیارزنی وکارهای خسته کننده وپردردسر را انجام داد.
– میتوان با این روش قطعات نا متقارن را به آسانی روی دستگا ه نگه داشت وعملیات ماشینکاری را روی ان انجام داد.
اکثر عملیات تراشکاری که در حالت تراشکاری خارجی انجام می شوند را می توان در حالت تراشکاری داخلی نیز یافت . در حالت تراشکاری خارجی میزان طول آزاد ابزار (Overhang) تحت تاثیر طول قطعه کار نیست و می توان ابعاد ابزارگیر را به نحوی انتخاب کرد که بتواند در برابر تنشهای ناشی از برش مقاومت نمایند. اما در عملیات داخلی تراشی ابعاد ابزار بشدت توسط قطر و طول سوراخ قطعه کار محدود می گردد. یک قانون کلی که برای همه موارد ماشینکاری کاربرد دارد این است که همیشه باید طول آزاد ابزار (L) را به حداقل برسانیم تا بهترین پایداری امکانپذیر و به وسیله آن دقت لازم، حاصل گردد. در عملیات بورینگ ترجیحا میزان طول آزاد ابزار (L) را باید به حداقل برسانیم تا بهترین پایداری امکانپذیر و به وسیله آن دقت لازم، حاصل گردد. در مورد عملیات بورینگ عمق سوراخ تعیین کننده میزان طول آزاد ابزار خواهد. با افزایش قطر ابزار D، پایداری افزایش می یابد. اما این امکان محدود است زیرا باید فضای مجاز برای تخلیه براده و حرکتهای شعاعی ابزار را نیز در نظر داشت. پایداری ابزار را می توان توسط نسبت طول آزاد L به قطر ابزار D تعریف کرد : هر قدر مقدار این نسبت (L/D) کوچکتر باشد پایداری بهتری خواهیم داشت.
۲-ماشینهای بورینگ عمومی(vertical)
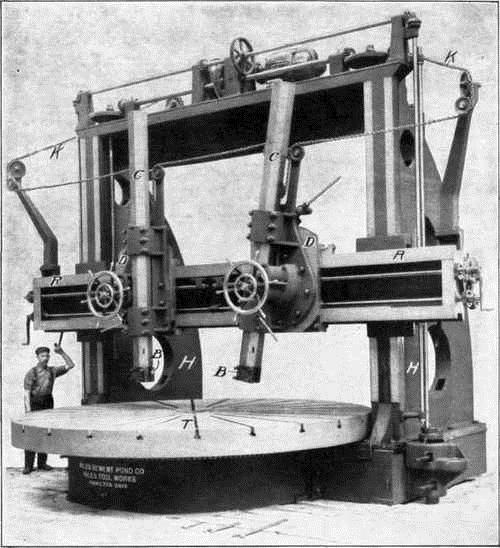
– قطعه کار روی میز یک ماشین افقی دوران می کند وابزار ثابت درجای خود باقی میماند.
– قطعات بزرگ وسنگین را اکثرا روی این ماشین بورینگ سوار می کنند.
– دراین نوع ماشین کاری ابزار های چند گانه میتوانند نرخ تولید را بالا ببرند.
دقت ماشین بورینگ:
– ابزارهایی که بر روی این ماشین ها نصب میشوند,ابزارهایی هستند که با سرعت و دقت بالا کارمی کنند.
– تنظیم دقیق ابزارها توسط روشهای اندازه گیری اپتیکی واندازه گیری الکتریکی انجام میشود.
– دراین نوع از ماشینکاری برای سرعت برشی زیاد از الماس استفاده میشود تا سوراخهایی با سطح,دقت و کیفیت بالا داشته باشیم.
ارتعاش در ماشینهای بورینگ:
ارتعاش یا حرکتهای نوسانی زمانی اتفاق می افتد که وضعیت تعادل یک جسم توسط نیروهای خارجی به هم می خورد. برای اینکه ارتعاش ایجاد شود باید یک نیروی مقابله کننده نیز وجود داشته باشد که سعی کند وضعیت تعادل را برگرداند.
قبل از اینکه به روشهای کاهش اثرات ارتعاش بپردازیم. از آنجا که وجود ارتعاش در عملیات بورینگ اجتناب ناپذیر است، باید راههای توزیع مناسب نیروهای برشی که منجر به کم کردن ارتعاش می شود را مطالعه نمود. هندسه اینسرت تاثیر تعین کننده ای بر نیروهای برشی دارد. یک اینسرت مثبت دارای زاویه براده مثبت است. زاویه براده مثبت به معنای نیروی برش کمتر است. اما زیاد کردن زاویه براده روی زاویای آزاد و گوه تاثیر خواهد گذاشت. اگر افزایش زاویه براده به قیمت کم کردن زاویه آزاد تمام شود، این امر باعث افزایش اصطکاک بین ابزار و دیواره سوراخ شده و ایجاد ارتعاش خواهد کرد. اما چنانچه با ثابت نگه داشتن زاویه ، بخواهیم زاویه براده را زیاد کنیم ، زاویه گوه کم شده و یک لبه تیز به دست خواد آمد که به آسانی به داخل ماده نفوذ می کند. البته در همین شرایط، لبه برنده ای شکننده خواهیم داشت که براحتی بر اثر گسترش سایش دیواره جانبی یا سایر خوردگیها، آسیب خواهد دید.
سایش دیواره جانبی به معنای تغییر هندسه اینسرت است که منجر به کاهش زاویه آزاد خواهد گردید,بنابراین در عملیات پرداخت صافی سطح مورد نیاز تعیین می کند که چه موقع باید اینسرت تعویض گردد.
برای ممانعت از ارتعاش انتخاب ابزاری با زاویه ورود بزرگ موثر خواهد بود اما باید به خاطر داشت که افزایش زاویه ورود بر پارامترهای دیگری مانند ضخامت و راستای جریان براده نیز تاثیر خواهد گذاشت، لذا باید یک مصالحه بین این پارامترها برقرار کرد. عیب اصلی زاویه ورود بزرگ این است که نیروی برش روی طول کوتاهتری از لبه برنده توزیع می شود. به علاوه در زاویای ورود بزرگ، در هنگام ورود به برش و خروج از آن نیروهای برش ایجاد شده بسیار بزرگ هستند. از آنجایی که عملیات داخل تراش به طور کلی روی قطعاتی اجرا می شود که قبلاً سوراخ شده اند و عملیات متوسطی محسوب می گردند، لذا استفاده از زوایای ورود بزرگ معمولاً مشکل ساز نیست. معمولاً زاویه ورود ۷۵ درجه یا بزرگتر پیشنهاد می گردد. در زاویه ۷۵ درجه مولفه شعاعی برش به صورت مجازی ۲ برابر مولفه شعاعی در زاویه ۹۰ درجه خواهد بود.
منابع تولید ارتعاش را می توان به شرح زیر بیان نمود:
۱-بالانس نبودن (لنگی)، به عنوان مثال زمانی که مرکز ثقل (A) یک جسم گردان بر محور دوران آن (B) منطبق نباشد
۲-خمش یا موقعیت ضعیف یک محور
۳- زمانی که از یاتاقانهای بدون اصطکاک استفاده می شود، همچنین بلبرینگ و رولربیرینگها، اختلاف بین مرکز ثقل (A)و محور دوران (B)
۴-آسیب دیدگی یا پارگی در تسمه های انتقال نیرو یا دیگر بخشهای ماشین که ممکن است ایجاد ارتعاش نماید
۵- لقی قطعات در سیستمهای متحرک همیشه باعث ایجاد ارتعاش می شود و منجر ه ضایعاتی خواهد شد. بنابراین بازدیدهای مرتب و تعویض قطعات ساییده شده از بیشترین اهمیت برخوردار است. به علاوه یچهایی که بخوبی سفت نشده باشند باعث ایجاد ارتعاش در قطعاتی خواهند شد که با هم درگیری دارند
۶- سیستمهای هیدرولیک
خمش
خمش در راستای شعاع باعث خواهد شد که عمق برش کاهش یابد، به علاوه دقت قطر حاصله تحت تاثیر قرار گرفته و ضخامت براده به خاطر متغیر بودن اندازه برش، تغییر خواهد یافت. به این ترتیب ارتعاش که از لبه برنده به ابزار منتقل می شود افزایش می یابد. پایداری ابزار و نحوه گرفتن آن بر میزان ارتعاش تاثیر تعیین کننده ای خواهد داشت زیرا می تواند آن را تشدید یا تضعیف نماید. میزان خمش با افزایش طول آزاد بشدت زیاد خواهد شد.
همچنین مقدار خمش یک داخل تراش وابسته به جنس ماده آن، قطر، طول آزاد و اندازه مولفه های شعاعی و مماسی نیروی برشی است.
با انتخاب داخل تراش از جنسی که دارای ضریب الاستیسیته بالاتری است نیز می توان مقدار خمش را کم کرد. بنابراین داخل تراشهای ساخته شده از جنس سمنتدکار باید برای استفاده در مواردی که طول آزاد ابزار زیاد است، مناسب تر می باشند.
جبران خمش ابزار:
در عملیات بورینگ حتی اگر ابزار بسیار خوب نگه داشته شده باشد باز هم تمایل به ارتعاش وجود خواهد داشت. خمش شعاعی باعث تغییر در قطر ماشینکاری گردیده و خمش مماسی باعث جابجای نوک ابزار به طرف پایین و در راستای دور شدن از خط مرکز خواهد شد. در هر دو مورد اندازه و جهت نیروهای برش تحت تاثیر نسبت بین ضخامت براده و هندسه اینسرت قرار می گیرد. اگر مقدار دقیق خمش نوک اینسرت شناخته شده باشد، می توان از این مشکل جلوگیری کرد. اگر نوک اینسرت را به اندازه بالاتر از خط مرکز بندیم، اینسرت تحت تاثیر نیروی مماسی، در حین ماشینکاری به محل صحیح خود برخواهد گشت، به همین ترتیب با تنظیم ابزار در عمق برشی که به اندازه از مقدار مورد نظر بزرگتر باشد، خمش شعاعی نیز جبران خواهد گردید.
انواع داخل تراشها:
داخل تراشها را می توان در انواع فولادی، کارباید یک تکه و فولادی با کار باید تقویت شده، تهیه کرد. ظرفیت مقاومت در برابر خمش همراه با افزایش مدول الاستیسیته افزایش خواهد یافت .از آنجا که مدول الاستیسیته کارباید سه برار فولاد است در مواردی که طول آزاد ابزار زیاد است داخل تراشهای ساخته شده از کارباید ارجح می باشند. اما ضعف ابزار کاربایدی در مقاومت آن در مقابل تنشهای کششی است. در ابزارهای کاربایدی تقویت شده، غلافهای کاربایدی قبلاً تحت تنش قرار گرفته اند تا از تنشهای کششی ممانعت به عمل آید.
داخل تراشها را می توان به مجراهایی برای خنک کاری داخلی مجهز کرد. خنک کاری داخلی امکان خنک کردن لبه برنده را به نحو بهتری فراهم می کند و در ضمن شکستن و تخلیه براده ها نیز بهتر انجام خواهد شد. به این ترتیب عمر طولانی تری برای ابزار به دست خواهد آمد و مشکلات کیفیتی که اغلب به خاطر تجمع براده روی می دهد، حذف خواهند شد.
ماشینهای بورینگ CNC
ماشینهای بورینگ cnc (سوراخ تراش) مانند ماشینهای فرز سنتر با محور افقی می باشند . حرکت پیشروی بوسیله حرکت طولی محور اسپیندل که توسط انتقال و تبدیل حرکت گردشی موتور اصلی به حرکت طولی ، بوسیله گیر بوکس در ماشینهای قدیمی تر و یا حرکت مستقیم محور z آنها که موتور اصلی (تامین کننده حرکت چرخشی اسپیندل ) بر روی آن قرار گرفته شده است که توسط یک سروو موتور تامین می گردد . این ماشینها معمولا داری حداقل ۵ محور حرکت می باشند :
۱-محور حرکت طولی اسپیندل(محورw)
۲-حرکت طولی خود کلگی ماشین(محورz)
۳-حرکت بالا و پایین کلگی(محورy)
۴-حرکت عرضی میز ماشین(محورx)
۵-حرکت چرخشی میز ماشین که دارای حرکت ۳۶۰ درجه می باشند(محورA یا B)
تمامی این محورها بسته به نوع ماشین می توانند همزمان با هم حرکت کرده و یا تنها دو محور بصورت همزمان حرکت می کنند .
در این ماشینها می توان از ابزارهای سوراختراش چند لبه و یا تک لبه ، کف تراش ، مته ، برقو ، قلاویز و بطور کلی هر ابزاری که حرکت برشی آن از طریق گردش محوری تامین می گردد ، توسط ابزارگیرهای زنجیری یا چرخشی که معمولا دارای ظرفیت ۶۰ تا ۱۰۰ ابزار را دارا می باشند ، استفاده نمود .
از این ماشینها می توان برای ماشینکاری تمامی قسمتهای انواع قطعات سبک تا بسیار سنگین استفاده نمود ومعمولا جهت سوراختراشی سوراخهای طولی با قطر متوسط استفاده می شوند ولی بطور کلی برای تولید انواع قالبها و هر نوع قطعات پیچیده قابلیت برنامه نویسی را خواهند داشت . خلاصه این ماشینها یکسری از ماشینهای cncهمه کاره می باشند که در بعضی از آنها عملیاتهایی نظیر تعویض ، مهار و انتقال رباتیک قطعات و حتی assembly ، painting و joining در بعضی از نوعهای خاص آنها انجام خواهد شد .
Counter boring
در اين عمليات ابزار براده برداري در سوراخ قرار ميگيرد ولي با اين تفاوت كه تمام قطر خارجي ابزار، تمام قطر داخلي سوراخ را ميتراشد. در انتهاي ابزار ميل راهنما به دقيق تراشيده شدن سوراخ كمك ميكند و از انحراف ابزار جلوگيري ميكند. اين عمليات نيز پس از عمليات مته كاري كاربرد دارد.

Countersinking
اين عمليات نيز پس از سوراخ كاري كاربرد دارد. هنگامي كه بخواهيم پيچ بسته شده بر روي قطعه كار بطور كامل روي آن قرار بگيرد و بنشيند و نيز برجستگي نداشته باشد، بالاي سوراخ ايجاد شده را به زواياي مورد نظر كمي مخروطي ميكنند تا گل پيچ كاملا با سطح كار يكسان گردد. اين زوايا معمولا: ۶۰ – ۹۰ – ۱۰۰ – ۱۱۸ – ۱۲۰ درجه ميباشد. البته گل پيچ نيز بايد زاويه دار باشد.
تفاوت Counter boring و Counter sinking
از هر دو براي ايجاد جاي سر پيچ استفاده مي شود و تفاوت آن ها در شكل ايجاد شده است. در يكي استوانه و در ديگري مخروطي.
یک دیدگاه بنویسید