
ریخته گری گریز از مرکز
ریخته گری گریز از مرکز
این مقاله صرفا جنبه آموزشی دارد و گروه فنی مهندسی صنعت قطعه در زمینه ریخته گری گریز از مرکز فعالیتی ندارد.
اگر در حالی که قالب حول محور خودش در چرخش است، مذاب را درون قالب بریزیم، از روش ریخته گری گریز از مرکز استفاده کرده ایم
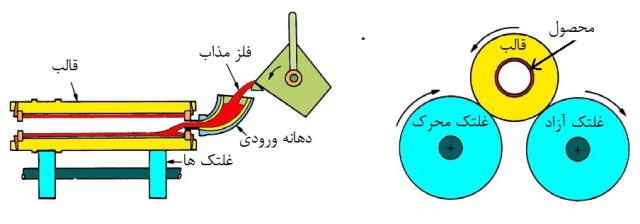
ریخته گری گریز از مرکز، در اوایل سال ۱۸۰۰ میلادی پیشنهاد شد.با وارد شدن فلز مذاب به قالب در حال چرخش، مذاب با نیروی گریز از مرکز، به دیواره چسبیده و حفره قالب را پر میکند. پیششروی انجماد از سطح بیرون به سمت داخل است.
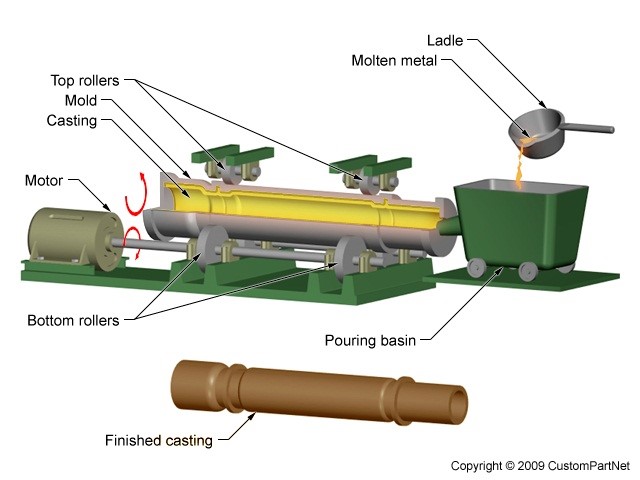
شماتیک فرآیند ریخته گری گریز از مرکز
انواع فرآیند ریخته گری گریز از مرکز (ریخته گری سانتیریفیوژ)
سه نوع فرآیند گریز از مرکز وجود دارد که عبارتند از :
۱– ریخته گری گریز از مرکز حقیقی ( SemiCentrifugal Casting )
۲- ریخته گری نیمه گریز از مرکز ( SemiCentrifugal Casting )
۳- ریخته گری میان گریزه یا مجازی ( Centrifuging ) [ Also called Spin Casting Or Centrifuged ]
۱ – ریخته گری گریز از مرکز حقیقی : ( True Centrifugal Casting )
شماتیک فرآیند ریخته گری گریز از مرکز حقیقی
در فرآیند گریز از مرکز حقیقی، قطعات استوانه ای توخالی، لوله مانند تولید می شوند. قالب از جنس فولاد، آهن و یا گرافیت است و ممکن است برای افزایش طول عمر قالب، دیواره ی داخلی آن، با مواد دیر گداز پوشش داده شود. دیواره ی درونی قالب، شکل بیرونی قطعه را ایجاد می کند. هرچند تولید قطعات با شکل خارجی مدور متداول است ولی ایجاد شش ضلعی و دیگر شکل های متقارن نیز امکان پذیر است.
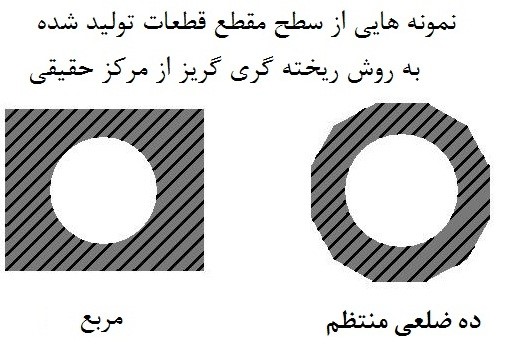
نمونه ای از سطح مقطع قطعات ریخته گری کریز از مرکز حقیقی
اگر محور دوران افقی باشد شکل داخلی قطعه همیشه استوانه است. اگر محور دوران عمودی باشد، سطح داخلی قسمتی از یک شلجمی خواهد بود که شکل دقیق آن تابع سرعت چرخش است.
جهت محور دوران در ریخته گری گریز از مرکز
ضخامت دیواره به آسانی قابل تغییر است و به مقدار مذابی که به قالب می رسد بستگی دارد. در ریخته گری گریز از مرکز حقیقی، فلز با فشار قابل توجهی به دیواره ی قالب فشرده می شود. قطعه ی حاصله محکم و دارای ساختمان فشرده ای است. به خاطر اختلاف چگالی، تمام ناخالصی های سبک وزن ،در سطح داخلی قطعه منجمد می شود. بنابراین در صورت لزوم می توان با یک تراشکاری ساده این ناخالصی ها را ازقطعه جدا نمود.
با این روش می توان اشیایی با کیفیت و دقت ابعادی بالا و سطح بیرونی صاف تولید نمود. بوش، آستر سیلندر موتور، رینگ های یاتاقان را می توان به این روش تولید کرد.
در تصویر زیر، الف) قطعه حاصل از ریخته گری گریز از مرکز و ب) همان قطعه که عملیات تراشکاری نیز بر روی آن انجام شده است را می بینید.

الف ) قطعه ریخته شده به روش گریز از مرکز

ب ) قطعه ریخته شده پس از تراشکاری
۲– ریخته گری نیمه گریز از مرکز ( Semi Centrifugal Casting )
شماتیک ریخته گری نیمه گریز از مرکز
وقتی یک قطعه که تقریبا تقارن دورانی دارد( مثل یک چرخ با پره ها و مرکز آن )، ریخته شود، اصطلاح نیمه گریز از مرکز به کار می رود. سرعت چرخش در این حالت، به مقدار قابل توجهی کمتر از سرعت چرخش در روش گریز از مرکز حقیقی است.
به علت اینکه ناخالصی ها ی سبک وزن در مرکز قطعه جمع می شوند، این روش برای تولید قطعاتی که قسمت داخلی آنها پس از ریخته گری ماشین کاری می شوند، بسیار مناسب است. برای به دست آوردن قطعاتی با شکل های پیچیده تر، می توان از ماهیچه استفاده کرد. از این روش بیشتر در تولید چرخ ها و پولی ها استفاده می شود.
۳– ریخته گری میان گریزه یا گریز از مرکز مجازی (Centrifuging , Spin Casting )
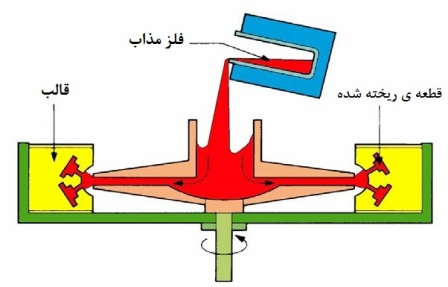
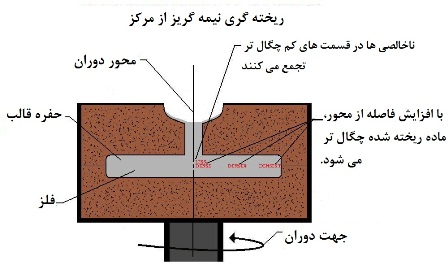
شماتیک فرآیند ریخته گری گریز از مرکز مجازی یا میان گریزه
در ریخته گری گریز از مرکز مجازی، از نیروی گریز از مرکز، برای رساندن فلز مذاب از یک مخزن مرکزی به قالب های جداگانه که نسبت به محور چرخش خارج از مرکز هستند، استفاده می شود. خواص محصول با تغییر فاصله حفره قالب تا محور دوران تغییر می کند.
شماتیک فرآیند ریخته گری گریز از مرکز مجازی یا میان گریزه
برای تولید قطعات ظریف با دیواره ی نازک و کیفیت مرغوب، از سرعت های چرخش نسبتا پایین استفاده می شود. با ایجاد تغییراتی در این روش می توان محصولاتی با خورند بسیار کم، سطوح صاف و ظرافت عالی تولید کرد. معمولا مدل های مورد استفاده در این روش از نوع ذوب شدنی هستند. از این روش در ساخت طلا و جواهرات نیز استفاده می شود .
پانوشت : می دانیم که نیرویی به نام نیروی گریز از مرکز، وجود حقیقی ندارد. بلکه علت گریز جسم از مرکز در دوران، اینرسی خود جسم است. مثل وقتی که در لحظه حرکت خودرو به جلو، به علت اینرسی بدن ما، اول به عقب پرتاب می شویم. اینرسی را می توان تمایل جسم برای حفظ حالت قبلی تعریف کرد ( قانون اول نیوتن ).
بهتر بگم ماده در هنگام ورود به قالب در حال دوران، با حرکت قالب نیرو دریافت کرده و به محض قطع اتصالش از منبع نیرو، در راستای سرعت خطی خودش در آن لحظه، به حرکت ادامه میده. یعنی خارج میشه.
منابع متن :
۱- مواد و فرآیندهای تولید، ج ۲، E. Paul Degarmo ، ترجمه دکتر علی حائریان،انتشارات دانشگاه فردوسی مشهد،۱۳۸۵ ( صفحات ۱۰۴ تا ۱۰۸ )
۲- فناوری و روشهای تولید، مهدی ظهور، انتشارات دانشگاه خواجه نصیرالدین طوسی، ویرایش دوم، آذر ۱۳۸۷، ( صفحات ۸۷ تا ۸۹)
منابع تصاویر :
۱- Centrifugal Casting Process at :http://www.custompartnet.com/wu/centrifugal-casting , retrieved
۲- Centrifugal casting, Southwest Custom Sales at http://www.southwestcustom.com, Retrived 2011-6-22
۳- Permanent Mold Casting,at http://thelibraryofmanufacturing.com, Retrived 2011-6-22
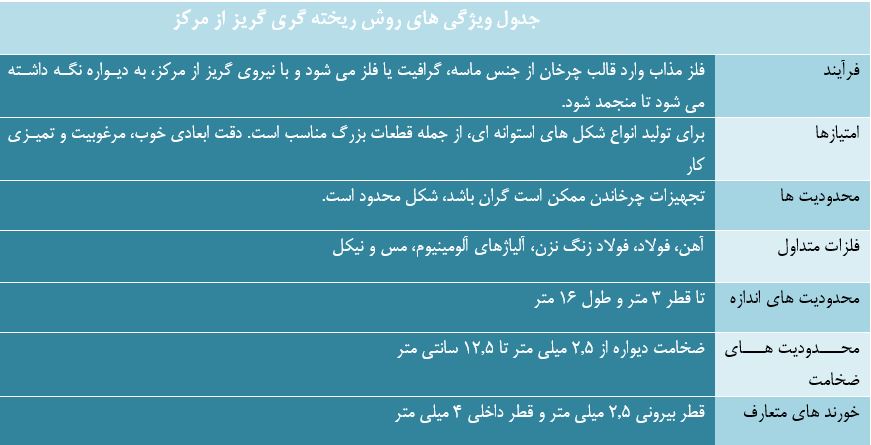
ویژگی های روش ریخته گری گریز از مرکز
دیدگاه (1)
مقاله بسیار خوب و مفیدی بود👍
یک دیدگاه بنویسید