متالورژی پودر چیست؟
متالورژی پودر چیست؟
این مطلب صرفا جنبه آموزشی دارد و گروه فنی مهندسی صنعت قطعه در زمینه متالوژی پودر در حال حاضر فعالیتی ندارد.
مقدمه :
متالورژی پودر روشی برای ساخت و تولید قطعات فلزی و سرامیک است که اساس آن بر فشردن پودر مواد به شکل مورد نظر و تف جوشی آن است. تف جوشی در درجه حرارتی زیر نقطه ذوب صورت میپذیرد.
متالورژی پودر بخشی کوچک ولی بسیار مهم از صنایع فلزگری میباشد. اولین کاربرد متالورژی پودر برای تولید پلاتینبا دانسیته کامل بود که درقرن ۱۹ میلادی صورت گرفت چون در آن زمان امکان ذوب پلاتین به دلیل نقطه ذوب بالا وجود نداشت. در اوایل قرن بیستم فلزهای دیر گدازی مانند تنگستن، مولیبدن توسط روش متالورژی پودر شکل داده شدند. کاربیدهای سمانیت و یاتاقانهای برنزی متخلخل نسل بعدی قطعات متالورژی پودر بودند. به این صورت قطعات متالورژی پودر در انواع صنایع مانند لوازم خانگی، اسباب بازی سازی و الکترونیک کاربرد پیدا نمود. آخرین کاربردهای قطعات متالورژی پودر در صنایع خودرو سازی میبود که موازی با رشد صنایع اتومبیل سازی رشد نمود به صورتی که امروزه بقای صنعت متالورژی پودر در کشورهای صنعتی بسیار وابسته به صنعت خودرو سازی میباشد.
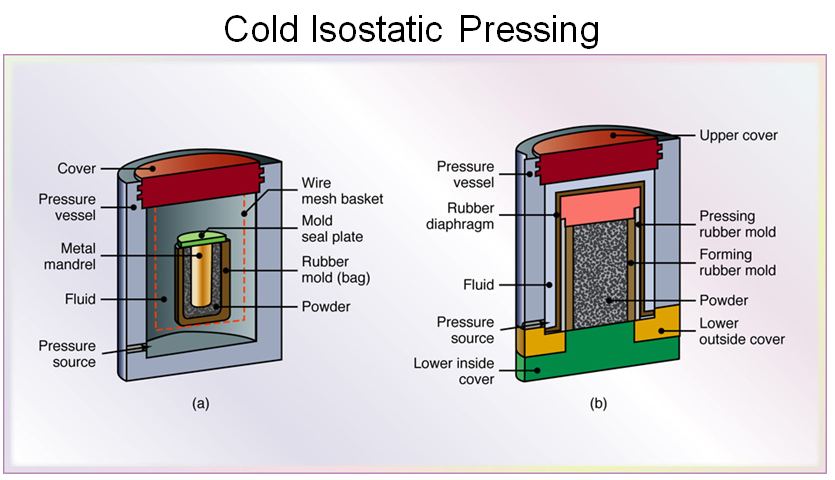
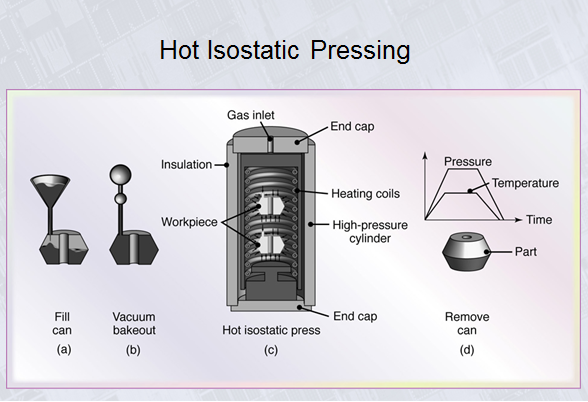
در سالهای ۱۹۵۰-۱۹۶۰ روشهای نوین مانند پرس پودر و ایزو استالیک گرم در صنعت متالورژی پودر بکار گرفته شد. این روشها با تولید قطعات با دانسیته بالا توان رقابتی قطعات متالورژی پودر را افزایش دادند.
نگرش متالوژي پودر به قطعهسازي با روشهاي سنتي توليد قطعات متفاوت بوده و در اين تكنولوژي توزيع فازها و ريزساختارها قابل كنترل ميباشد. دامنة استفاده از متالوژي پودر بسيار گسترده بوده و در اين رابطه كافي است به زمينههايي چون توليد رشتههاي لامپ، بوشهاي خود روانساز، متعلقات گيربكس اتومبيل.اتصالات الكتريكي، المانهاي سوخت نيروگاههاي هستهاي، اجزاء ترميمي ارتوپدي، صافيهاي دما بالا، مواد ضدسايش، اشاره شود. فعاليتهاي متالوژي پودر را ميتوان به ۳ بخش تقسيم كرد. در بخش اول كه به نام تكنولوژي پودر از آن ياد ميشود، پودر موردنياز (دانههاي ريز يك جامد كه بزرگترين بعد آنها كمتر از mm 1 است) فراوري ميشود كه شامل توليد، طبقهبندي، تعيين خواص متالوژيكي و بستهبندي در مرحلة دوم فعاليتهاي شكلدهي، مانند فشردن، تفت جوش، آهنگري و نورد و ستيزه كردن روي پودر صورت ميگيرد كه باعث ميشود پودرهاي فلزي در لايههاي سطحي خود به يكديگر جوش خورده و شكل قالب را به خود بگيرند. كتاب متالورژي پودر تأليف راندال ژرمن ترجمه دكتر مجتبي ناصريان: ريختهگري دقيق به تكنيكهاي ريختهگري اطلاق ميشود كه در آنها سعي ميشود قطعات دقيق توسط ريختهگري تكميل شوند و پس از ريختهگري قطعه كامل با دقت و تلرانسهاي لازم توليد شود و نياز به عملياتهاي تكميلي مانند سنگزني و تراشكاری نميباشد مهمترين نياز ريختهگري دقيق توليد قالب، با دقت بالا و انبساط حرارتي كم و سطح پرداخت و انتقال حرارت مناسب ميباشد. از جمله كاربردهاي ريختهگري دقيق نمونهسازي سريع ميباشد كه تكنيكهاي سريع و پيشرفتهاي را براي توليد قالب موردنياز از طرح بكار ميبرند.
گرچه روش متالورژی پودر امکانات ویژهای را جهت تولید بعضی قطعات خاص فراهم ساختهاست، که تولید آنها از طریق روشهای دیگر غیر ممکن یا بسیار مشکل میباشد ولی زمینههایی که باعث فراگیر شدن استفاده از این روش گردیدهاست، عبارتاند از :
- زمینههای اقتصادی
- بهرهوری انرژی
- انطباق زیست محیطی
- ضایعات بسیار پائین
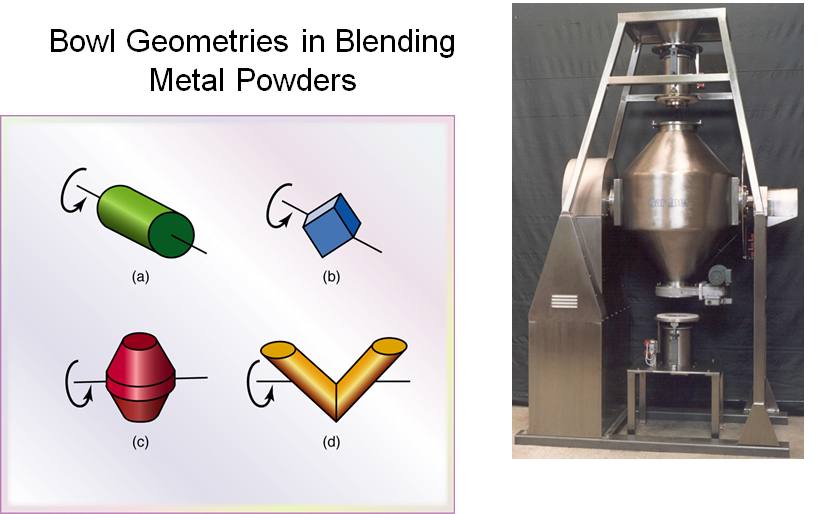
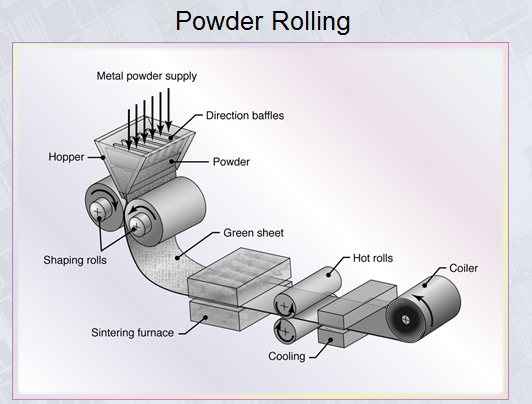
متالورژی پودر تکنولوژیی است، پویا. در طول سالها عوامل موثر بر این فن آوری بهبود داده شدهاند به علاوه، تولید آلیاژهای جدید و مستحکم تر و فرآیندهای تولید قطعات با دانسیته بالا مانند Warm compaction، پرس ایزواستاتیک گرم،پرس پودر، extrusion ، Powders rolling ،Incretion mounding Powders همراه با کنترل عالی بر زیر ساختار هم چنین خصوصیت ذاتی فن آوری متالورژی پودر در تولید مواد مرکب، امکان ساخت محصولاتی از مواد ویژه و سنتی را در طیف و تولیدی و هم چنین گران بودن ابزار و تجهیزات تولید که ظرفیتهای تولید کم را غیر اقتصادی مینماید، از نقاط ضعف این فن آوری در رقابت با دیگر فرآیندهای تولید است. توجیه استفاده از روش متالورژی پودر بر اساس تیراژ تولید میباشد. این امر در استفاده از متالورژی پودر در صنایع اتومبیل سازی از اهمیت ویژهای برخوردار است.
با وجود اینکه از نظر تاریخی متالورژی پودر از قدیمیترین روشهای شکل دادن فلزات است، اما تولید در مقیاس تجارتی با این روش، از جدیدترین راههای تولید قطعات فلزی است. در دوران باستان از روشهای متالورژی پودر برای شکل دادن فلزاتی با نقطه ذوب بالاتر از آنچه در آن زمان داشتند، استفاده میشد. اولین بار در اوایل قرن نوزدهم بود که پودر فلزات با روشی مشابه آنچه امروزه بکار میرود، با متراکم نمودن به صورت یکپارچه در آورده شد.
متالورژی پودر فرایند قالب گیری قطعات فلزی از پودر فلز توسط اعمال فشارهای بالا میباشد. پس از عمل فشردن و تراکم پودرهای فلزی، عمل تف جوشی در دمای بالا در یک اتمسفر کنترل شده، انجام پذیرفته که در آن فلز متراکم، جوش خورده و به صورت ساختمان همگن محکمی پیوند میخورد. با توجه به گفتههای بالا تکنیک برتر در متالورژی پودر از mim میتوان نام برد. در روشMIM قطعاتی که تحت اعمال فشار شکل پذیر نیستند، به صورت تزریق پودرو پلیمر شکل میگیرد.
تعریف متالورژی پودر:
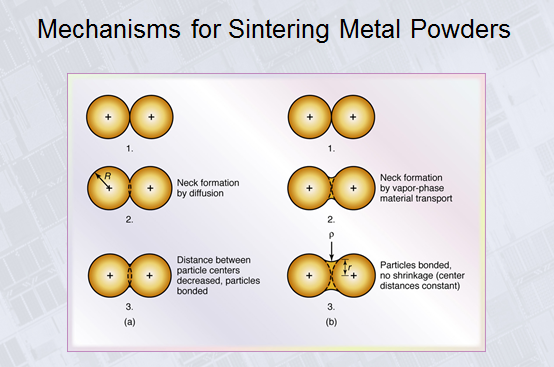
متالورژی پودر،فرآیند قالبگیری قطعات فلزی از پودرهای فلزی توسط اعمال فشارهای بالا برای دقیق شدن اشکال می باشد. پس از عمل تراکم پودرهای فلزی ، عمل سینتر کردن در دمای بالا در یک کوره با اتمسفر کنترل شده انجام می شود که در فلز متراکم جوش خورده در حا لت سرد به صورت ساختمان همگن محکمی پیوند میخورد.
خواص فیزکی ماده متراکم سینتر شده شبیه به خواص فلز سازنده اصلی است. عمل سینتر کردن معمولا ً در حدود ۸۰ درصد نقطه ذوب سازنده اصلی انجام میگیرد تا امکا ن چسبیدن ذرهها در امتداد فصل مشترک ذره های پودر وجود داشته باشد. تراکم فلزات پودر شده در حدیده بوسیله پرس کردن همزمان با سنبه های بالای وپا یینی تحت فشارهای حدود ۳۰ تن در اینچ مربع روی آن پرس می کنند. از جمله قطعات نمونهای که بوسیله این فرآیند تولید می شوند می توان ابزار برش ،اجزا ماشین ،قطعا ت اتومبیل ، فیلترهای متخلخل و مواد مغناطیسی را نام برد .
تکنیک این فرآیند در شکل دادن فلزات با قابلیت انعطاف کم ونقطه ذوب بسیار بالا مانند تنگستن و بسیاری از فلزات دیر گداز دیگر نیز بسیار سودمند وثمر بخش است. امروزه موارد استعمال اصلی این فرآیند را به پنج قسمت تقسیم می کنند.
۱) آلیاژ کردن فلزهای غیرقابل آلیاژ :
عدهای از فلزات را که در حالات جامد با مایع بطور دو جانبه محلول نیستند می توان بوسیله این فرآیند با یکدیگر ترکیب کرد . این برای صنعت برق که در آن جاروبک های موتور از پودر های مس و گرافیت ونیکل یا تنگستن ومس استفاده می شود، اهمیت بسزائی دارد.
۲) ترکیب کردن فلزها وغیر فلزها :
نمونه های از ترکیبات فلز- غیر فلزعبارتند از:
مواد اصطکاکی ساخته شده از مس،آهن، یاتاقانهای بدون روغنکاری ساخته شده از آهن و تفلون وترکیبات فلز- سرامیک بسیار مقاوم به گرما مانند (AL2o3). ترکیب فلز- سرامیک معمولا ً بنام سرمیت معروف است وموارد استعمال زیادی در پمپ های مخصوص عملیات سخت و تجهیزات انرزی هستهای پیدا کرده است.
۳) ترکیب کردن فلزهای دارای نقطه ذوب بالا با یگدیگر برای ریخته گری :
نقاط ذوب فلزاتی نظیر تنگستن و مولیبدن بسیار بالا است، به همین جهت ذوب و ریختهگری آنها بسیار دشوار می باشد، در صورتیکه همین فلزات بوسیله تکنیک های فلز پودر در پائین تر از نقاط ذوب سینتر میشوند. متراکم کردن و سینتر کردن فلزات پودر تنها روشی است که بوسیله آنها میتوان مواد و اکسیدهای سینتر شده را ساخت.
۴) ساخت فلزات برای خواص ساختمانی بی نظیر :
یکی از خصوصیات بی نظیر فرایند متالورژی پودر اینست که بوسیله آن می توان یاتاقانهائی تولید کرد که بخودی خود روغن کاری می شوند و دارای شبکه خلل وفرج بهم پیوسته که با ماده روغنکاری پرمی شود. صافیهای متخلخل نیز که برای نفوذ، جدایش و تنظیم جریان سیال بکار میروند، بوسیله این فرآیند ساخته میشوند. یکی از خصوصیات مطلوب و منحصر به فرد قطعاتی که بوسیله این فرآیند تولید می شود اینست که از شدت و قدرت ارتعاش میکاهد.
۵) تولید اقتصادی قطعات ظریف ودقیق :
برای تولید قطعات اقتصادی و همچنین قطعاتی که از حساسیت بسیار بالای برخوردار هستند از این فرآیند استفاده می شود. متالورژی پودر روش بسیارخوبی برای تولید اقتصادی بوش ها، بادامکها، چرخ دنده ها وسایر قطعات میباشد.
حتی با همه این کشفیات مهم،متالورژی پودر از اختراعات مهم بداند زیرا سالها ست که جامدات و مسنوعات فلزی از پودر های فلزی ساخته می شود. این فرآیند در اروپا در اواخر قرن ۱۸ برای شکل دادن پلاتین به صورت قطعات سود مند به کاررفته است. درحال حاضر این فرآیند برای ساخت قطعاتی به وزن حداکثر ۳۵۰ پوند به کار می رود. حدود ۱۶۰۰ سال پیش ، ستون آهنی معروف واقع در دهلی هندوستان به وزن ۵/۶ تن از ذرات آهنی یا آهنی اسفنجی شبیه به آهن مورد استعمال در فرایند جدید ساخته شد. نخستین مورد استعمال جدید فرآیند متالورژی پودر، ساختن فیلامنت برای لامپ ها بود. نخستین فیلامنت فلزی موفقیت آمیز از تانتالم ساخته شد ولی با کشف کولیج (Coolidge) در سال ۱۹۰۹ کشف تنگستن سینتر شده از پودر تنگستن می توانست در فاصله حرارتی معینی کار کرده و قابلیت انعطاش را در درجه حرارت اتاق حفظ کند، مهمترین ماده فیلامنتی شد.
پودر تنگستنی ریز را به صورت بریکت های کوچکی متراکم می کردند که پایین تر از نقطه ی ذوب تنگستن سینتر میشدند، این بریکتهای سینتر شده در درجه حرارت اتاق شکننده بودند ولی میتوانستند تا در ۴۵۳۰ – ۴۸۹۰ فارنهایت بخوبی کار کنند. گرمکاری بعدی قابلیبت انعطاف آن را بهبود بخشید تا اینکه مرحله ای رسید که فلز در درجه حرارت اتاق قابل انعطاف بود و می توانست به صورت سیم بسیار نازک و با مقاومت های کششی حدود Psi ۶۰۰۰۰۰۰ کشیده شود.

یک دیدگاه بنویسید