
اپراتوری و تنظیم دستگاه تراش CNC سه محوره
اپراتوری و تنظیم دستگاه تراش CNC سه محوره

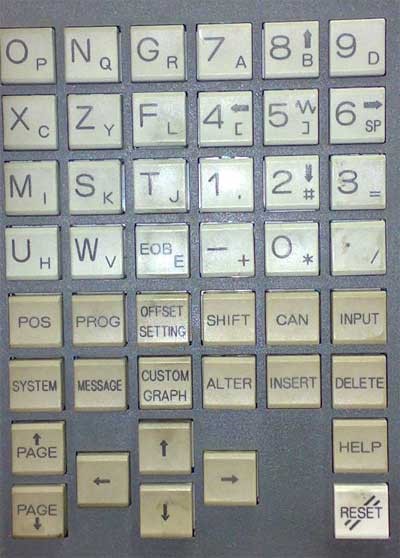
-۱-۵معرفی پانل دستگاه تراش سه محوره
پانل دستکاه مهمترین قسمت آن می باشد که تمام فرمان ها با استفاده از آن صادر می گردد که در ادامه این فصل به تشریح کامل قسمت های مختلف آن خواهیم پراخت

۱-۱-۵-مانیتور: صفحه نمایش گر برنامه نوشته شده،TOOL OFFSET، ZOREOFFSET و…..
۲-۱-۵- مجموعه کلیدها: شامل کلیدهای اعداد، حروف، وارد کردن، حذف کردن ، جایگزین کردن و… جهت برنامه نویسی و اصلاح برنامه
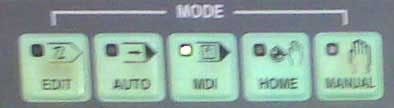
۳-۱۵- مدها: در این دستگاه ۵ مد یا حالت وجود دارد که در زیر هر کدام به طور کامل تشریح می شود.
۱- برنامه نویسی (EDIT): در این حالت برنامه قطعه طبق نقشه نوشته شده و ذخیره می شود. اگر برنامه نوشته شده قبلی (تغییر نفشه و یا تغییر روش ساخت) نیاز به اصلاح داشته باشد در این مد اصلاح می شودو Load کردن برنامه های قبلی جهت اجرا .
نکته: برنامه های نوشته شده براساس ۴ عدد سمت راست شماره نقشه نام گذاری شده و در جلوی آنها نام قطعه به جهت شناسایی راحت برنامه و Load کردن مجدد آنها نوشته می شود.
-۲ مد اجرای برنامه Automatic (AUTO)
در این مد قطعه طبق برنامه نوشته شده ماشین کاری می شود.
۳- مد برنامه نویسی خطی (MDI)
در این مد برنامه نویسی به صورت محدود انجام می شود و برنامه نوشته شده بعد از یک بار اجرای پاک می شود.
۴- مد ریفرنس (HOME)
بعد از روشن کردن دستگاه، موقعیت یا مختصاتی که در آن قرار دارد قابل شناسایی نیست. در این مد دستگاه به یک نقطه تعریف شده (ریفرنس) رفته و بعد از آن موقعیت مختصات برایش قابل شناسایی می شود
۵- مد حالت دستی (MANUAL)
در این مد یا حالت می توان به صورت دستی در امتداد محورها حرکت خطی انجام داد و همچنین محور اصلی را به دوران در آورد. این مد بیشتر برای تنظیم Zero Offset, Tool Offse و ماشین کاری محدود دستی کار برد دارد.
تصویر مد ها :
۴-۱-۵– انتخاب کارکرد (OPERAT ION SELECT)
۱- SIAGLE BLOCK با انتخاب این حالت برنامه به صورت خط به خط (سینگل بلوک) اجراء می شود.یعنی بعد اجرای هر خط از برنامه باید دوباره CYCLE START را فشار دهیم.
۲- پرش بلوک(BLOCK SKIP)
اگر در جلوی هر خط یا خطوطی از برنامه یک اِسلش قرار دهیم با تحریک این کلید هنگام اجرای برنامه به صورت اتوماتیک آن خط یا خطوط اجرا نمی شود.
۳- توقف اختیاری (OPTION STOP):
اگر در برنامه از کزینه ۰۱M استفاده کنیم در صورتی که این کلید فعال باشد هنگام اجرا، با رسیدن به ۰۱M برنامه متوقف می شود وبرای اجرای ادامه برنامه باید دوباره کلید CYCLE START را فشار دهیم.
اگر این کلید فعال نباشد برنامه متوقف نمیشود.
۴- DRY RUN:
با تحریک این کلید برنامه به صورت سریع اجراء می شود یعنی حرکت اینترپلاسیون خطی (۱(CO را به صورت حرکت سریع ) ۰۰G) اجرا می کند.
۵- مد MACHIN LOCK:
در این مد هنگام اجرای برنامه حرکت محورها انجام نمی گیرد و ثابت است فقط تعویض ابزار و دوران محور اصلی صورت می گیرد این مد برای بررسی درستی برنامه می باشد .
۶- (RPD OVE) RAPID OVERRIDE
هنگامی که برنامه برای اولین بار اجرا می شود برای کنترل بیشتر محورها هنگام نزدیک شدن به قطعه کار، با تحرک این کلید حرکت GOO با کم کردن فید کم شده و تحت کنترل در می آید .
تصویر کلیدهای انتخاب کارکرد :

۵-۱-۵- کلیدهای مورد استفاده در حالت دستی.
۱- کلید روشن و خاموش مایع خنک کاری به صورت اتوماتیک .
۲- کلید روشن و خاموش مایع خنک کاری به صورت دستی.
۳- کلید روشن و خاموش لامپ دستگاه به صورت دستی.
۴-کلید فعال و غیرفعال شدن حرکت ابزار به طرف لمس کننده.
۵-کلید تعویض تارت به صورت دستی .

۶-۱-۵– چرخ دستی (HAND WEEL)
محیط چرخ دستی به صد قسمت مساوی تقسیم شده با تحریک کلید محورها (X,Z,C) به سه صورت ۱۰۰X و ۱۰X و ۱X بر حسب میکرون به ازای هر خط از محیط HAND WEEL حرکت را در محورهای ذکر شده انجام می دهد.
تصویر چرخ دستی (HAND WEEL) :

۷-۱-۵- سلکتور فید یا پیشروی که از ۰% تا ۱۵۰% مدرج شده و سلکتور درصد دوران محور اصلی که از ۵۰% تا ۲۰۰% مدرج شده است .
در هنگام اجرای برنامه و هم در حالت دستی با کم زیاد کردن در صد سلکتور مقدار پیشروی و دوران محور اصلی کم یا زیاد خواهدشد.
۸-۱-۵-کلید فعال و غیر فعال شدن هیدرولیک دستگاه
۹-۱-۵-کلید فعال شدن اجرای برنامه(SYCLE START) و توقف اجرای برنامه(FEED HOLD).
۱۰-۱-۵- JOG FEED: برای حرکت در X مثبت و منفی و Z مثبت و منفی در حالت دستی هنکامی که کلید محورها فعال نباشد.اگر کلید وسط RAPID و کلید جهت حرکت همزمان فشار داده شود حرکت سریعتر خواهد شد و مقدار حرکت در هر دو حالت بوسیله سلکتور پیشروی قابل کنترل است.

۱۱-۱-۵- در حالت دستی به دو صورت می توان محورها را به حرکت در آورد.
۱- با استفاده از HAND WEEL و فعال کردن کلید محور مورد نظر جهت حرکت .
۲- عدم فعال کردن کلید محور ها (X,Z,C) و حرکت با استفاده از کلیدهای فلش دار چهارگانه
نکته : با انتخاب و فعال کردن کزینه C محور اصلی را می توان با استفاده از HAND WEEL به صورت دستی به حرکت در آورد.
۲-۵– طریق ریفرنس کردن دستگاه تراش CNC
بعد از این که کلید برق و هیدرلیک دستگاه را روشن کردیم برای این که دستگاه بتواند مختصات خود را بشناسد نیاز به ریفرنس کردن دستگاه می باشد.
روش کار بدین صورت است
ابتدا دستگاه را در مد یا حالت ریفرنس قرار داده و فید را بسته و جهت مثبت محور X را فشار می دهیم. پس از اطمینان از حرکت در جهت صحیح فید یا پیشروی را باز کرد تا دستگاه در جهت محور X حرکت کرده به نقطه تعریف شده (ریفرنس) برسد. در این حالت چراغ محور X روشن شده آن محور ریفرنس شده است. برای محور Z نیز همان روش محور X را انجام می دهیم.
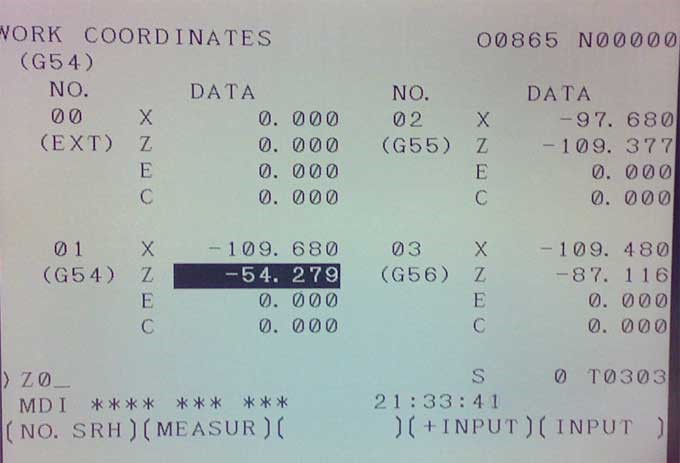
۳-۵– تنظیم صفر قطعه (Zero Offset)
۱-۳-۵– تنظیم صفر قطعه در محور Z
برای دادن صفر قطعه ابتدا قطعه را با توجه به اندازه طول قطعه (طبق نقشه) و در صورتی که قطعه برش داده شود پهنای ابزار برش و حدود ۱۰ میلی متر فاصله در انتهای طول ماشینکاری ،از سه نظام در نظر گرفته و در سه نظام بسته می شود.
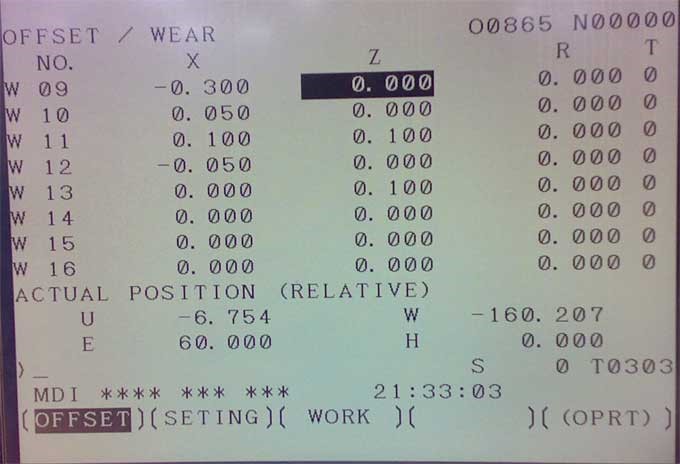
پس از آن دستگاه را در مد یا حالت دستی قرار داده و یکی از ابزارها (معمولا ابزاری روتراش می باشد) در حالت آماده بکار را ابتدا با حرکت سریع به نزدیک قطعه (حدود ۴۰ میلیمتری) آورده سپس محور اصلی را به دروان در آوردن و بوسیله چرخ دستی (HAND WEEL) ابزار را به طور خیلی آرام به قطعه نزدیک کرده و از قسمت پیشانی مماس می کنند و در همان حالت مماس به طرف x مثبت حرکت کرده ابزار از قطعه دور شود تا در صورت داشتن حرکت ناخواسته، ابزاربا قطعه بر خورد نداشته باشد و سپس با انتخاب یکی از صفره های قطعه (۵۶G… ۵۴G) و نوشتن ۰Z و با فشار دادن کزینه MEASUR و در بعضی از دستگاه های کزینه SET صفر در محور Z تنظیم می شود.
تصویر صفرهای قطعه کار مانیتور :
برای اطمینان از درستی تنظیم دستگاه را در مد MDI قرار داده و یا فرض انتخاب ۵۴G به عنوان صفر قطعه و انتخاف ابزار شماره ۱T برای تنظیم با نوشتن .
۰Z ۵۴G GOO 0101T
و بستن فید دستگاه، SYCLE START را فشار داده درPosition قسمت Dis to go را نگاه می کنیم . اگر هیچ گونه حرکتی را نشان ندهد تنظیم درست است و در صورت داشتن حرکت تنظیم درست نیست.
تصویر حالت POSITION مانیتور :
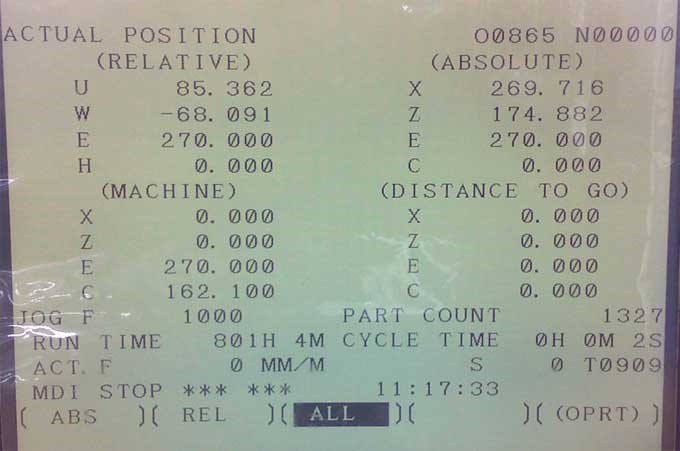
تصویر حالت MDI مانیتور :

نکته: در بعضی از دستکاه ها این دو کزینه وجود ندارد و تنطیم بدین صورت انجام می گیرد که بعد از مماس کردن ابزار وحرکت در جهت X مثبت در مد MDI یک خط برنامه بالا را نوشته و SYCLE START می زنیم، عکس مقدار حرکت نشان داده شده را درTool Offset قسمت Z صفر مورد نظر ثبت می کنیم
۲-۳-۵– تنظیم در محور X :
با توجه به این که مختصات محور X نسبت به صفر ماشین ثابت بوده و هیچگونه تغییری نخواهد داشت. بنابراین برای تمام صفرهای قطعه (۵۶G … ۵۴G) ثابت است و جبران اختلاف اندازه ابزار در محور X در قسمت Tool Offset داده می شود.
۴-۵– تنظیم جبران ابزار(TOOL OFFSET)
۱-۴-۵- تنظیم در محورZ:
با توجه به این که ابزارهای بسته شده بر روی تارت جهت ماشین کاری قطعه زیاد بوده و هر کدام از آنها از نظر طول متفاوت بوده و همچنین در حالت آماده برای ماشین کاری مختصات نوک ابزارهای آنها نسبت به هم متفاوت است لذا در صورت عدم استفاده از Tool Offset بعضی از ابزارهای با قطعه برخورد کرده و بعضی از ابزارها برنامه را دور قطعه خام و در هوا اجرای خواهند کرد بنابراین لازم است که اختلاف آنها چه از نظر طول و قطر در قسمت طول آفست داده شود.
بسته به نوع دستگاه دو روش برای این منظور وجود دارد.
الف) تنظیم بوسیله ابزار لمس کنند، (TCUH PROB)
ب) تنظیم دستی
الف) تنظیم بوسیله ابزار لمس کننده
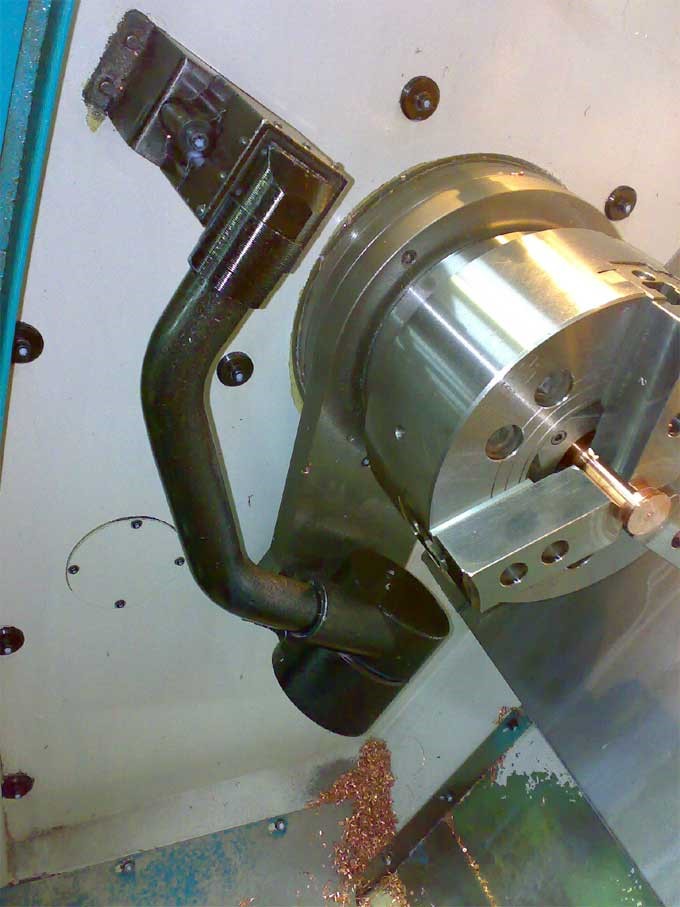
در بعضی از دستگاها، این ابزار وجود دارد که شامل یک بازوی لولایی است که در حالت عدم استفاده در جای مخصوص روی دستگاه قرار می گیرد و در روی آن یک لمس کننده وجود دارد در موقع تنظیم به صورت لولایی باز شده و لمس کننده آن در امتداد محور اصلی قرار می گیرد.
تصویر محل استقرار لمس کنننده :
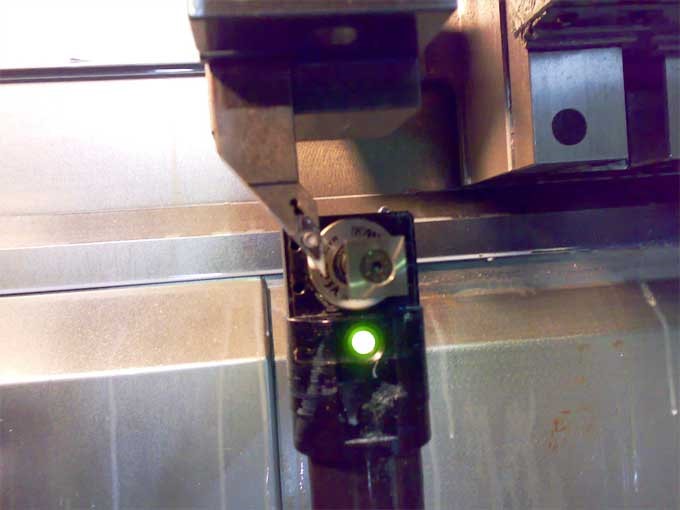
در این روش ابتدا دستگاه را در مد یا حالت دستی قرار داده و ابزارها در حالت آماده به کار ابتدا با حرکت سریع و سپس با حرکت آرام به نزدیک لمس کننده (حدود ۸-۶ میلیمتری) آورده شده وکلید لمس کننده روی پانل را فعال کرده کلید جهت حرکت به طرف آن را فشار می دهیم ابزار به صورت اتوماتیک به طرف لمس کننده حرکت نموده و پس از برخورد و لمس، ابزار به صورت سریع به عقب برگشت می کند و مقدار اختلاف اندازه در مخزن مربوط به همان ابزار در قسمت Offset Tool به صورت اتوماتیک ثبت می شود این کار باید در هر دو محور Z و X صورت بگیرد
تا جبران ابزار طولی و شعاعی به صورت خودکار در مخزن مربوطه ثبت شود. تصویر نزدیک شدن ابزار به لمس کننده جهت تنظیم :

نکته ۱- مبنای لمس کننده که به صورت مربع (۱۶ ×۱۶) می باشد سمت راست و بالای آن می باشد بنابراین برای ابزارهای داخل تراش که از پایین لمس کننده را لمس می کنند و همچنین بزارهای راست تراش که از سمت چپ لمس کننده را لمس می کنند مقداراختلاف اندازها در محل مربوطه به صورت دستی اضافه یا کم می شود. تصویر لمس ابزار از سمت پایین :

تصویر لمس ابزار از سمت چپ :
نکته ۲– برای ابزار برش که دارای پهنای باشند معمولا لبه سمت راست را در نظر می گیرند.
در هنگام تنظم، لمس از طرف چپ صورت می گیرد و مقداری پهنای اندازه را به صورت دستی اضافه می کنند.
برای مثال برای برش قطعه ای به طول ۷۰ میلیمتر اگر لبه سمت راست در نظر گرفته شود ۷۰Z می شود ولی اگر به سمت چپ در نظر گرفته شود و پهنای برش ۴ میلیمتر باشد ۷۴Z باید باشد.
ب)تنظیم به روش دستی: در این روش ابزار لمس کنند وجود ندارد و باید تنظیم ابزارها به صورت دستی انجام دهیم، روش کار به شرح زیر است.
۱- قرار دادن دستگاه در مد یا حالت دستی
۲- چرخاندن تارت و قراردادن ابزار مورد تنظیم در حالت آماده بکار
۳- حرکت سریع ابزار به نزدیکی قطعه (حدود ۴۰ میلیمتری)
۴- دوران محور اصلی
۵- مماس کردن ابزار با پیشانی قطعه کار بسته شده در سه نظام با استفاده از چرخ دستی Hand Weel به صورت خیلی آرام.
۶- دور کردن ابزار در جهت محور X مثبت در حالت مماس جهت عدم برخورد ابزار با قطعه کار در هنگام حرکت ناخواسته
۷- قرار دادن مانیتور دستگاه در حالت (Tool Offset) و های لایت کردن محور z ابزار مورد نظر
۸- نوشتن ۰Z و فشار دادن کلید MEASUR و در بعضی از دستگاه ها با فشار دادن کلید SET به صورت اتوماتیک محور z ابزار مورد تنظیم می شود و برای اینکه اطمینان حاصل کنیم که تنظیم درست انجام شده و مشکلی پیش نخواهد آمد مراحل زیر را نیز انجام می دهیم .
۱- قرار دادن دستگاه در حالت یا مد MDI
۲- با فرض صفر قطعه ۵۴G وتنظیم ابزارشماره یک نوشتن یک خط برنامه به شرح زیر
۰Z ۵۴G ۰۰G ۰۱۰۱T
۳- بستن سلکتور فید یا پیشروی دستگاه
۴- فشار دادن کلید استارت و نگاه کردن در Position به قسمت Dis to go اگر در Dis to go عددی وجود نداشته باشد به معنی نداشتن حرکت بوده و تنظیم محور Z آن ابزار درست می باشد.
-۲-۴-۵ تنظیم محور X
روش کار تنظیم محور X مشابه محور Z می باشد،با کمی تفاوت به شرح زیر.
۱- قرار دادن دستگاه در حالت یا مد دستی
۲- چرخاندن تارت و قرار دادن ابزار مورد تنظیم در حالت آماده بکار
۳- حرکت سریع ابزار به نزدیکی قطعه (حدود ۴۰ میلیمتری)
۴- دوران محور اصلی
۵- براده برادری به مقدار خیلی کم از روی قطر قطعه کار
۶- دور کردن ابزار در جهت Z مثبت جهت عدم برخورد ابزار یا قطعه کار در هنگام حرکت ناخواسته
۷- قرار دادن مانیتور دستگاه در حالت Tool Offset و های لایت کردن محور X ابزار مورد نظر
۸- اندازه گیری قطر تراشیده شده بوسیله کولیس بطور خیلی دقیق
۹- با فرض قطر تراشیده شده ۵۰ میلیمتر نوشتن ۵۰X و فشار دادن کزینه MEASUR
نکته۱: در بعضی از دستگاهها که کزینه SET وجود دارد پس از دور کردن ابزار در جهت Z مثبت از قطعه کار و اندازه گیری قطر دستگاه را در حالت MDI قرار داده و با نوشتن مقدار قطر اندازه گیری شده به صورت نسبی و اجرای آن ابزار را به نقطه XO یعنی به مرکز محورX رسانده و سپس کلید SET را فشار می دهند.
نکته۲: در بعضی از دستکاه ها این دو کزینه وجود ندارد و تنطیم بدین صورت انجام می گیرد که بعد از براده برداری از روی قطر قطعه و اندازه کیری آن و حرکت در جهت Z مثبت در مد MDI یک خط برنامه بالا را نوشته و استارت می زنیم عکس مقدار حرکت نشان داده شده درPosition راقسمت X صفر قطعه مورد نظر ثبت می کنیم.
پس از انجام دادن مراحل بالا ابزار در محور Z هم تنظیم شده و برای اطمینان از درستی تنظیم مراحل انجام شده در مورد محور z را دوباره انجام دهیم .
نکته ۴: تنظیم Tool Offset برای تمام ابزارها به صورتی که تشریح شدباید انجام شود .
نکته۵: برای ابزار مبنی که صفر قطعه کار به صورت دستی با آن صورت گرفته در قسمت Tool Offset برای محور z صفر بوده و برای محور X دارای مقادیری خواهد بود
۵-۵-کدهاى اصلاح مسیر (۴۲ G و ۴۱G )
همان طور که بحث شد محاسبه جبران شعاع ابزار، بسیار وقت گیر و در عین حال براى مسیرهاى دایرهاى شکل غیر ممکن است.
از ۴۱G و۴۲G براى اصلاح مسیر استفاده مىشود و با استفاده از این کدها نیاز به محاسبات تصحیح شعاع ابزار نیست و مسیر واقعى و اندازههاى مطابق با تقشه برنامه نویسى مىشود و واحد کنترل تمام محاسبات و اصلاحات را متناسب با شعاع ابزار انجام مىدهد.
۴۱G : اگر ابزار در سمت چپ مسیر ماشین کارى واقع شود از ۴۱G استفاده مىشود. ۴۲G : اگر ابزار در سمت راست مسیر ماشین کارى واقع شود از۴۲G استفاده مىشود.
۴۰G: لغو کننده کدهاى اصلاح مسیر
شعاع ابزار باید در اطلاعات ابزار ثبت شود تا هنگام فراخوانى ابزار واحد کنترل اطلاعات مربوط به ابزار را خوانده تا بتواند محاسبات و اصلاحات لازم را انجام دهد.
۶-۵– تعیین سرعت محور S
هنگامی که قطعه ماشین کاری شده دارای اختلاف قطر زیادی باشد در صورت ثابت بودن مدوران محور اصلی سرعت برش های متفاوتی به دست خواهد آمد که باعث نامناسب بودن سطح قطعه ماشین کاری خواهد شد برای بر طرف کردن این مشکل از ۹۷G برای ثابت نگه داشتن سرعت برش استفاده می شود.
عده دوران u/min 500 ۵۰۰S 97S
سرعت برش mm/min ۲۰۰ ۲۰۰S ۹۷G
اگر از۹۷G استفاده کنیم عددى که بعد ازS نوشته مىشود عده دوران مىباشد و هرگاه از۹۶G استفاده کنیم عددى که بعد ازsنوشته مىشود سرعت برشى مىباشد.
محدود کردن عده دوران
با توجه به تشریح کامل و موارد استفاده۹۶G، هر چقدر ابزار به مرکز قطعه کار نزدیک مىشود عده دوران زیاد مىشود و با توجه به اینکه قطر قطعه کار در مرکز به صفر مىرسد طبق رابطه زیر عده دوران به بى نهایت مىرسد.
بی نهایت بزرگ = یک مقدار بزرگ
یک مقدار بی نهایت کوچک
و در کمى بالاتر از مرکز که قطر قطعه کار بیشتر از صفر است عده دوران بسیار بالا است. این عده دوران براى ماشین غیر ممکن است در نتیجه نیاز به یک محدود کننده دور خواهد بود. محدود کردن دور در کد ۵۰ Gتعریف مىشود.
توضیح: اگر برنامه های نوشته شده بیشتر از حافظه دستگاه باشد می توان برنامه های اضافی را در کارت حافظه ذخیره نمود
تصویر اتصال کارت حافظه به پانل دستگاه :

۷-۵– توضیح چند نکته در مورد ماشین کاری قطعات
۱- اگر ماشین کاری قطعه کار بین مرغک و سه نظام باشد باید فشار هیدرولیک سه نظام از فشار هیدرولیک مرغک بیشتر باشد. در غیر اینصورت فطعه جابجا شده و باعث آسیب دیدن ابزار و ضایع شدن قطعه می شود.
۲- در اثر ماشین کاری نوک ابزار به مرور زمان سائیده می شود برای جیران مقدار ابزار سائیده شده در قسمت WEAR در محل مربوطه در محور (X,Z) ثبت می شود. تصویر حالت WEAR مانیور :
۳– هنکام ماشین کاری قطعات با ضخامت کم، باید از بوشی که شبیه فشنگی شیاردار شده است جهت بستن در سه نظام استفاده کرد تا از کج شدن قطعه جلوگیری کنیم.
وهمین طور برای بستن قطعات نرم و یاقطعاتی که نباید جای فک های سه نظام روی آن بیافتد باید از بوش استفاده کرد .تصویر استفاده از بوش جهت بستن قطعات با ضخامت کم :

-۸-۵خلاصه اپراتوری و برنامه نویسی:
۱ – برسی نقشه و انتخاب ابزار مناسب.
۲- انتخاب تربیب اجرای ابزارها.
۳- برنامه نویسی مناسب با توجه به شکل و ابعاد قطعه.
۴- تنظیم Tool Offset و Zero Offset به طوری که توضیح داده شد.
۵- در صورت داشتن گراف اجرای برنامه در گراف جهت بررسی نداشتن حرکت های ناخواسته.
۶- درصورت نداشتن گراف اجرای برنامه بدون قطعه کار جهت بررسی نداشتن حرکتهای ناخواسته.
۷- اجرای برنامه به صورت سینگل بلوک برای اولین قطعه.
۸- بررسی تغییرات احتمالی دوران اسپندل و پیشروی جهت بهبود قطعه تراشکاری شده.
۹- اگر ابعاد قطعه میکرومتری باشد قطعه باید به صورت ۱۰۰% کنترل شود و در و صورت خارج شدن از تلرانس در قسمت Wear جبران شود.
۱۰- اگر ابعاد قطعه میکرومتری نباشد بسته به تلرانس قطعه باید کنترلهای لازم انجام شود.
۱۱- محورهایی که باید بین دو مرغک ماشین کاری شوند اگر دارای حجم براده برداری زیادی باشند ابتدا باید بین سه نظام و مرغک تا حدود یک میلیمتری اندازه واقعی ماشین کاری شده و سپس بین دو مرغک بسته شود.
۱۲- هنگامی که قطعه کار بلند بسته شده و چندین قطعه کار به صورت ماکرو ماشین کاری می شوند به دلیل متفاوت بودن فاصله قطعات از سه نظام، دارای ارتعاشات متفاوتی بوده لذا دارای اختلاف اندازه نسبت به هم خواهند شد.

دیدگاه (3)
سلام در صورت داشتن سوال میتوانید به شماره واتساپ پشتیبانی درج شده در سایت آن را مطرح بفرمایید
سلام ببخشید میشه پرباره دو و نیم محوره هم راهنمایی کنید؟
سلام
با واتساپ شماره پشتیبانی سایت ارتباط برقرار کنید
یک دیدگاه بنویسید